In detail: doe-het-zelf-reparatie van een 2n125-boormachine van een echte meester voor de site my.housecope.com.
Fabrikant van verticale boormachines modellen 2Н125, 2Н135, 2Н150, 2Г175 - Sterlitamak Machine-Tool Plant, NPO Machine-Tool Building LLC, opgericht in 1941.
De geschiedenis van de machinefabriek Sterlitamak begint op 3 juli 1941, toen de evacuatie van de machinefabriek in Odessa naar de stad Sterlitamak begon.
Al op 11 oktober 1941 begon de Sterlitamak Machine-Tool Plant met de productie van speciale modulaire werktuigmachines voor de defensie-industrie.
Momenteel produceert de fabriek metaalbewerkingsapparatuur, waaronder CNC-draai- en freesmachines, multifunctionele bewerkingscentra, metaalbewerkings- en snijgereedschappen.
Universele verticale boormachine 2H125, met een nominale boordiameter van 25 mm, wordt gebruikt bij ondernemingen met een enkele en kleinschalige productie van producten en is ontworpen om de volgende bewerkingen uit te voeren: boren, ruimen, verzinken, verzinken, ruimen en trimmen van de eindigt met messen.
De limieten van het aantal omwentelingen en spilvoedingen maken het mogelijk om verschillende soorten gaten te verwerken onder rationele snijomstandigheden.
Chronologie de fabrieksproductie van verticale boormachines serie 2125 met een boordiameter tot 25 mm:
- 2125 - het eerste model van een serie verticale boormachines, geproduceerd van 1945 tot 1950.
- 2A125, 2A125A, 2A125K - de volgende modellen van de serie, geproduceerd van 1950 tot 1965
- 2N125, 2N125A, 2N125K, 2N125F2 - het meest populaire en in massa geproduceerde model van de serie, geproduceerd van 1965 tot het begin van de jaren 90
- 2S125, 2S125-01, 2S125-04 - de nieuwste modellen van de serie. Stopgezet in 2014
| Video (klik om af te spelen). |
De aanwezigheid van mechanische spindelvoeding op machines, met handmatige bediening van werkcycli.
Maakt de verwerking van onderdelen in een breed scala aan maten van verschillende materialen mogelijk met behulp van gereedschappen van koolstof- en sneldraaistaal en harde legeringen.
De machines zijn uitgerust met een apparaat voor het omkeren van de elektromotor van de hoofdbeweging, waardoor ze kunnen worden voorzien van schroefdraad met machinetappen met handmatige spindelvoeding.
Plaatsingscategorie 4 in overeenstemming met GOST 15150-69.
Ontwikkelaar - Odessa Special Design Bureau of Special Machine Tools.
Basis verticale boormachines worden gebruikt om gaten met verschillende diameters te bewerken: 2H125... De laatste twee cijfers van elk modelnummer geven de grootste gatdiameter in mm aan die op deze machine in 45 stalen blanks kan worden geboord.
Op basis van bovenstaande basismodellen van werktuigmachines zijn de volgende aangepaste modellen gemaakt:
2N125A - verticale boormachines met geautomatiseerde besturing (besturing wordt uitgevoerd met behulp van vooraf ingestelde nokken en knoppen);
2N125K - coördineren van verticale boormachines met een kruistafel;
2N125S - speciale eenpositie verticale boormachines met een flensschacht, die dient voor het bevestigen van multi-spilkoppen;
2Н125Н - multi-positie boormachines ontworpen voor de installatie van multi-spilkoppen en draaitafels;
2N125F2 - CNC-boormachines, kruistafel en torentje, enz.
- 2T125, 2T140, 2T150 - fabrikant: Homel-fabriek van werktuigmachines
- 2АС132, 2АС132-01 - fabrikant: machinefabriek in Astrachan
- 2L125, 2L132, 2L135, LS25, LS35 - fabrikant: Lipetsk werktuigmachinefabriek (PJSC STP-LSP)
- MN25L, MN25N-01 - fabrikant: Molodechno-machinefabriek
Tekening van de werkruimte van de boormachine 2H125
Foto van boormachine 2Н125
Locatie van de belangrijkste onderdelen van de boormachine 2H125
- Aandrijving boormachine - 2N125.21.000
- Machine snelheidskast - 2H125.20.000
- Olieplunjerpomp - 2N125.24.000 voor machine 2N125
- Olieplunjerpomp - 2Н135.24.000
- Voerbak - 2Н125.30.000
- Kolom, tafel, plaat - 2H125.10.000
- Snelheids- en voerregelmechanisme - 2H125.25.000
- Schakelkast - 2N125.72.000
- Elektrische uitrusting - 2N125.94.000
- Spindelmontage - 2H125.50.000
- Koelsysteem van de machine - 2H125.80.000
- Boorkop - 2H125.40.000
Opstelling van bedieningselementen voor boormachine 2H125
- Label - "Vullen" koelvloeistof
- Bord - "Afvoer"
- Koelschakelaar
- + 19 bouten voor het afstellen van de tafelwig en boorkop
- Handvat voor het verplaatsen van de tafel
- Tafelklem en boorkopschroeven
- Label - "Aarding"
- Schakelaar openen
- Sticker - "Hoofdschakelaar"
- Signaalknop MACHINE AAN
- Knop voor het inschakelen van de rechter spindelrotatie
- Linker spindelrotatieknop
- Knop voor het inschakelen van de schommelbeweging van de spindel bij het wisselen van snelheden en voedingen
- Versnellingspookknop
- Stop knop
- Plaat - "Snelheid"
- Sticker - "Verander snelheid alleen bij stoppen"
- Tafelklem en boorkopschroeven
- +4 bouten voor het afstellen van tafelwig en boorkop
- Plaat - "Voeding, mm per omwenteling"
- Handgreep invoerschakelaar
- Handmatige invoerknop
- Handwiel van het invoermechanisme
- Ledematen voor het aflezen van de werkdiepte
- Lichtschakelaar
- Label - "Koeling"
- Koelpomp schakelaar
- Nok voor het instellen van de werkdiepte
- Nok voor het instellen van de diepte van de te snijden schroefdraad
- Hendel voor automatische omkering van de hoofdaandrijving wanneer de gespecificeerde diepte van de gesneden schroefdraad is bereikt
- Hendel voor het uitschakelen van de mechanische voeding bij het bereiken van de gespecificeerde werkdiepte
- Vierkant voor handmatige beweging van de boorkop
Kinematisch diagram van de boormachine 2H125
Lijst met grafische symbolen op de boormachine 2H125
Tekening van de versnellingsbak van de boormachine 2N125
Versnellingsbak en rijden. De versnellingsbak informeert de spindel over 12 verschillende snelheden door middel van beweegbare blokken 5 (Fig. 7), 7, 8. De assteunen van de doos zijn in twee platen geplaatst - de bovenste en de onderste 4, aan elkaar bevestigd door vier banden 6 De tandwielkast wordt verticaal gedraaid een elektromotor via een elastische koppeling 10 en een tandwieltrein 9. De laatste as 2 van de kast - de huls - heeft een spiegat waardoor rotatie wordt overgebracht.
Via tandwielpaar 3 wordt de rotatie overgebracht op de voedingskast.
Smering van de versnellingsbak, zoals alle montage-eenheden van de boorkop, wordt gemaakt van een plunjerpomp die op de onderplaat 4 is bevestigd. De pompwerking wordt geregeld door een speciale olie-indicator aan de voorkant van de sub-motorplaat.
Het mechanisme voor het regelen van de snelheden en voedingen van de boormachine 2H125
Het mechanisme voor het schakelen van de snelheden en voedingen van de boormachine 2H125
Mechanisme voor schakelsnelheden en feeds... De versnellingen worden geschakeld door hendel 2 (Fig. 8), die vier standen heeft rond de omtrek en drie langs de as, het schakelen wordt uitgevoerd door hendel 3, die drie standen heeft rond de omtrek voor machinemodellen 2H135 en vier voor 2H150 , en drie posities langs de as. De handgrepen bevinden zich aan de voorzijde van de boorkop. Het tellen van de opgenomen snelheden en voedingen gebeurt volgens tabellen 1 en 4.
Tekening van de voedingskast van de boormachine 2N125
Versnellingsbak. Het mechanisme is in een aparte behuizing gemonteerd en in de boorkop ingebouwd. Door de beweging van twee drievoudige tandwielblokken worden negen verschillende toevoeren uitgevoerd op de 2H125, 2H135 machines en twaalf toevoeren op de 2H150 machine. Op 2H125- en 2H135-machines verschillen de invoerkasten alleen in de aandrijving, die bestaat uit tandwielen 1 op de 2H125-machine (Fig. 9), op 2H125-, 2H135-machines - van tandwielen 2, 3 - respectievelijk.De voerbak is gemonteerd in de boring van de bovenste steun van de voermechanismeworm. Op de laatste as van de doos bevindt zich een koppeling 4, die de rotatie overbrengt op de worm.
Tekening van de boorkop van de boormachine 2H125
boorkop: is een kokervormig gietstuk, waarin alle hoofdmontage-eenheden van de machine zijn gemonteerd: een tandwielkast, een tandwielkast, een spindel, een invoermechanisme, een spindelcontragewicht en een mechanisme voor het schakelen van snelheden en voedingen.
Toevoermechanisme:bestaande uit een wormwiel, een horizontale as met een tandheugel, een wijzerplaat, een nokkenas en ratel vrijloopkoppelingen, een stuurwiel, is een integraal onderdeel van de boorkop.
Het invoermechanisme wordt aangedreven door de invoerkast en is ontworpen om de volgende bewerkingen uit te voeren:
- handmatige benadering van het gereedschap naar het onderdeel;
- het inschakelen van de werkvoeding;
- handmatige invoer;
- het uitschakelen van de werkfeed;
- handmatig terugtrekken van de spindel omhoog;
- handmatige invoer die wordt gebruikt bij het inrijgen.
Het werkingsprincipe van het invoermechanisme is als volgt: wanneer het handwiel 14 (Fig. 10) draait, draait de nokkenkoppeling 8 naar zichzelf toe, waardoor de rondselas 3 van de tandheugel en het rondsel door de kooi-halve koppeling 7 draait en de spil wordt handmatig ingevoerd. Wanneer het gereedschap het onderdeel nadert, ontstaat er een koppel op de rondselas 3, dat niet kan worden overgedragen door de tanden van de nokkenkoppeling 8, en de halve koppelingskooi 7 beweegt langs de as totdat de uiteinden van de nokken van onderdelen 7 en 8 komen elkaar tegen. Op dit moment roteert de nokkenkoppeling 8 ten opzichte van de rondselas 3 onder een hoek van 20°, die wordt beperkt door de groef in het deel 8 en de pen 10. Op de kooi - halve koppeling 7 bevindt zich een dubbele -zijdige ratelschijf 6 verbonden met de halve koppeling door pallen 13. Bij het verplaatsen van de kooi-halve koppeling 7 grijpen de tanden van de schijf 6 in de tanden van de schijf, integraal gemaakt met het wormwiel 5. Als resultaat, de rotatie van de worm wordt overgebracht op de tandheugel en de spil wordt mechanisch gevoed. Bij verdere rotatie van het stuur 14 met ingeschakelde voeding glijden de pallen 13, die in de halve koppelingskooi 7 zitten, langs de tanden van de binnenzijde van de schijf 6; er is een handmatige vervroeging van de mechanische voeding.
Bij het handmatig inschakelen van de voeding door het handwiel 14 (na het naar zichzelf toe te draaien onder een hoek van 20 °), staat de tand van de koppeling 8 tegen de holte van de halve koppelingsklem 7. Door de axiale kracht en een speciale veer 12, de klem met halve koppeling 7 wordt naar rechts verschoven en ontkoppelt de getande schijven 5 en 6; mechanische invoer stopt.
Het invoermechanisme maakt handmatige spindelvoeding mogelijk. Schakel hiervoor de mechanische toevoer uit met het handwiel 14 en beweeg de dop 9 langs de as van de tandwielas 3 van u af. In dit geval brengt de pen II het koppel van de nokkenkoppeling 8 over op de horizontale as. Op de linkerwand van de boorkop is een been 4 gemonteerd voor visuele aflezing van de diepte na machinale bewerking en afstelling van de nokken.
Voor handmatige verplaatsing van de boorkop langs de geleiders van de kolom is er een mechanisme dat bestaat uit een wormpaar 2 en een tandheugelpaar I. Om het invoermechanisme te beschermen tegen breuk, is er een veiligheidskoppeling 15. Moer 16 en schroef 17 worden gebruikt om het veercontragewicht af te stellen.
Spindelmontage van verticale boormachine 2H125
Spindel 2 (Fig. 11) is op twee gemonteerd. De axiale voedingskracht wordt opgenomen door het onderste druklager en de uitbreekkracht van het gereedschap wordt opgenomen door het bovenste. De lagers bevinden zich in de huls 3, die langs de as beweegt met behulp van een tandheugelpaar. De spindellagers worden afgesteld met moer 1.
Een speciaal apparaat op de spilkop wordt gebruikt om het gereedschap eruit te slaan. Knock-out treedt op wanneer de spil wordt opgetild door het handwiel. De houder van het apparaat steunt tegen de behuizing van de boorkop, en de hefboom 4, draaiend om de as; slaat het gereedschap uit.
Elektrisch schema van de boormachine 2H125
Beschrijving van het werk van het elektrische circuit van de machine:
Door de ingangsstroomonderbreker B1 in te schakelen, worden de hoofd- en hulpcircuits geactiveerd, de signaallamp gaat branden.Indien koeling en verlichting gewenst is, dan worden de bijbehorende schakelaars in de "ON" stand gezet. Door op de Kn2 "RIGHT"-knop te drukken, krijgt de startspoel P1 stroom, de hoofdcontacten schakelen M1 in om de spindel naar rechts te draaien. Via de P1-blokcontacten wordt de P5-starter ingeschakeld, die de M2-elektropomp en het P12-vertragingsrelais inschakelt.
Wanneer u op de SC "LEFT"-knop drukt, worden de P1-starter, de M1-elektromotor, het P12-relais losgekoppeld nadat de condensator C3 is ontladen, de contacten van het P12 (28-26) relais worden gesloten en de P2- en M1-starters zijn ingeschakeld voor linksom draaien. Relais P12 schakelt weer in.
Bij automatische omkering vindt deze omschakeling plaats wanneer de microschakelaar B4 wordt geactiveerd vanaf de nok die op de wijzerplaat is gemonteerd.
De stop wordt uitgevoerd door op de knop Kn1 "STOP" te drukken, terwijl de starters P1 of P2, P5 zijn uitgeschakeld en M1, M2 wordt losgekoppeld. Via de contacten van het P12-relais (7-9) wordt het P11-relais ingeschakeld, gevolgd door het inschakelen van de P3- en P4-starters. De wikkelingen van de M1-elektromotor zijn via de gelijkrichters D1, D2 verbonden met de transformator Tr2, er vindt dynamisch remmen plaats. Na de ontlading van de condensator C1, C2 wordt het P11-relais uitgeschakeld, waardoor de P3-, P4- en M1-starters worden losgekoppeld van het remcircuit.
Als bij het schakelen van snelheden de tandwielen niet ingrijpen, wordt stapsgewijze rotatie van de rotor van de elektromotor gebruikt. Door op de knop Kn4 "PROVOROT" te drukken, wordt de P4-starter ingeschakeld, er stroomt een verlaagde gelijkgerichte spanning door de fasen 1C2-1CЗ. Relais P11 schakelt vertraagd in via weerstand P2, schakelt starter P4 uit en zet P3 aan - spanning vloeit door fasen 1C1-1C2. Dergelijke schakelingen zorgen voor zwaaien van de rotor en kinematica, wat het schakelen vergemakkelijkt.
Thermische relais worden gebruikt voor overbelastingsbeveiliging. Voor nulbeveiliging - spoelen en contacten van magnetische starters.
Pagina's 1 2 3 Volgende
U moet inloggen of registreren om een reactie te plaatsen.
- Jedi Ridder
- Waar: Kostroma
- Registratie: 23-05-2011
- Berichten: 1,010
Ik heb een boormachine uit ferrometaal getrokken. Ik heb niet veel dingen meegenomen, ik heb het schoongemaakt, gezalfd, aangesloten op het netwerk, alles werkt in principe, maar er is één ding. Wanneer de automatische toevoer is ingeschakeld, beweegt de spil normaal in de lucht, zodra deze het metaal begint in te gaan, wordt de toevoer uitgeschakeld. Ik heb verschillende combinaties van snelheden geprobeerd, het resultaat is hetzelfde.
Bij het boren van een stuk hout is er geen probleem
Er is warmtestroom, maar die is voorlopig afgesneden. Ik zeg dat het probleem niet in de elektra zit, er is één motor om te draaien en om te laten zakken, deze is nu rechtstreeks aangesloten op 380v via een conventionele machine. De rotatie stopt niet, alleen het dalen stopt.
Magisch ferrometaal. 
Als het geen geheim is, hoeveel kostte de redding dan?
Ik weet het nog niet zeker, de persoon heeft 25 r / kg aangewezen, de machine is nog niet gewogen, maar op internet weegt hij ongeveer 600 kg.
En echt magisch, voor dat geld kun je nu niets waardevols kopen. Iets soortgelijks kost vele malen meer.
Daarvoor kocht ik een volledig werkende draaibank voor 15 tr. inclusief vervoer. het gewicht is 1,3 ton)
Daarvoor kocht ik een volledig werkende draaibank voor 15 tr. inclusief vervoer. het gewicht is 1,3 ton)
Onwerkelijk geluk. Het is gewoon onwerkelijk.
Komt dit daar vaak voor?! Ik zou de situatie op deze dingen op de een of andere manier willen volgen. Ik weet niet eens hoe.
Installeert u dit alles in uw garage-werkplaats?
- PVS
- Jedi Meester

- Waar: Sverdlovsk
- Registratie: 15-06-2011
- Berichten: 14,334
Je moet dus een handmatige invoer maken
- Jedi Ridder
- Waar: Kostroma
- Registratie: 23-05-2011
- Berichten: 1,010
Je moet dus een handmatige invoer maken
Daarvoor kocht ik een volledig werkende draaibank voor 15 tr. inclusief vervoer. het gewicht is 1,3 ton)
Onwerkelijk geluk. Het is gewoon onwerkelijk.
Komt dit daar vaak voor?! Ik zou de situatie op deze dingen op de een of andere manier willen volgen. Ik weet niet eens hoe.
Installeert u dit alles in uw garage-werkplaats?
Dit zijn dingen van verschillende plaatsen. Gewoon toeval.
Nee, ik heb een metaalbewerkingswinkel. Ik huur een kamer.
huurde eerder een kamer met een aantal machines.Ik wilde iets terugkopen, ze gaven het niet weg, nu ligt het allemaal op straat, maar toch geven ze niets terug.
geef nog steeds niets weg
Het hele punt van een onbekwame manager. Fuck zo'n tool. Ze weten alleen hoe ze moeten verhuren en hebben er babo's van. En de geest om de beschikbare apparatuur onder de knie te krijgen, is niet genoeg.
Ik kijk op YouTube, in Ufa dezelfde rotzooi, een voormalige fabriek met machinestands, die echt de moeite waard zijn. U kunt terugkopen tegen de prijs van metaal. Alleen de levering zal duur zijn, denk ik. Indien nodig neem ik contact op met degene die daar werkt/blogs maakt/verwijdert.
Er zijn niet alleen draaibanken, er zijn enkele zeer gespecialiseerde, zoals een pers voor woeste tonnen en zo. Ik weet het niet meer precies. Een enorme stapel riemen opgestapeld in een aparte ruimte.
Ik weet het zeker niet, maar waarom heb je deze feed nodig? Ik heb mijn voer nooit gebruikt. Het heeft een eeuwig probleem, het is vet. Als je vet niet stroomt en een paar: spindel - schacht zonder speling, veel succes.
Pagina's 1 2 3 Volgende
U moet inloggen of registreren om een reactie te plaatsen.
Bericht # 1 Alex72 »02 jan. 2018, 12:43
Bericht # 2 RIJ »02 jan. 2018, 12:48
Bericht # 3 Salnik1970 »02 jan. 2018, 13:20
Bericht # 4 vanek-in1 »02 jan. 2018, 17:12
Bericht # 5 Machine-operator »02 jan. 2018, 18:16
Bericht # 6 Salnik1970 »02 jan. 2018, 21:09
Bericht # 7 Alex72 »03 jan. 2018, 13:01
Bedankt ! Vertellen. Welke kant is de beste kant om de zijklep te openen? Wat is er beter om dit voorjaar dichtbij te komen
Verzonden na 2 minuten 31 seconden:
Bericht # 8 Salnik1970 »03 jan. 2018, 13:41
Bericht # 9 vanek-in1 »03 jan. 2018, 13:42
Bericht #10 Alex72 »06 jan.2018, 01:56
Ik heb het vandaag geopend vanaf de zijkant van de ledemaat. De flens eruit getrokken. Zit eraan vast met twee bouten. Een soort veermechanisme. met een juk. Het zonnewiel bleef op de flens. Het bevat een kleine versnelling. Die zit op de as van het stuur zelf. Breng de veer handmatig omhoog. Ondersteund. en alles verzameld. De veer valt niet. Prima. Maar ze keert ook niet terug naar de top.
Ik ben aan het lezen. wat er in de stoeprand zit. ... Zover ik begrijp. Er is een ketting met een gewicht om de ganzenveer omhoog te brengen.
En nog een vraag: Prompt het apparaat van de dop op het 125k-wiel. Ik ben verdwaald.
Hoe moeilijk is het om het zelf te maken?
Verzonden na 2 minuten 53 seconden:
Een beetje achtergrond. Ik heb enige tijd in een reparatiewerkplaats voor hogedrukbrandstofpompen (hogedrukbrandstofpompen) gewerkt en op de tweede verdieping stond een verlaten boormachine, dat wil zeggen een boormachine. De eigenaar nam haar mee naar de hel en kocht haar, naar zijn mening, 'een adequate vervanging'. Op mijn vraag, wat is er met haar aan de hand, antwoordde hij dat de ganzenveer toeslaat en dat het voor haar niet meer mogelijk is om te boren.
Terwijl ik rond de machine liep, realiseerde ik me dat de eigenaar, gelukkig voor mij, vol was
de dummy had het mis en het probleem waren de lagers. Maar ik vertelde hem er niets over, maar bood gewoon aan om dit "spul" van hem te kopen tegen de prijs van schroot, waar hij in feite snel mee instemde. Zo werd ik eind jaren 60 de trotse eigenaar van een boormachine, met een gewicht van minder dan 150 kilogram, een gegoten kolom uit één stuk, morseconus nr. 2 in pennen en een kilowattmotor. Kortom, een vrij kleine industriële machine.
Ik belde snel een vriend met een semi-vrachtwagen en we, totdat niemand van gedachten veranderde, haalden het uit elkaar in beter verteerbare stukken, laadden het in een auto en brachten het naar mijn huis op mijn werkplaatsbalkon.

Verder ging een meer gedetailleerde demontage van de machine, waarbij de lagers die in de prullenbak waren gedood, eruit werden gedrukt:

Dit werd gevolgd door: alles wegspoelen van oud vet, schoonmaken van oude verf, lagers vervangen door nieuwe gesloten (verstopt met vet van de fabrikant).



"Clean hat" - riembeschermer:

Quill montage al met nieuwe lagers:

Tegelijkertijd werd het plamuren en schilderen van de machine uitgevoerd:



De laatste onderdelen zijn gewassen, er zijn krimpkousen op de handgrepen gezet voor een meer esthetische look, er is vet (vet) gekocht en alles is klaar voor de eindmontage:



Langzaam valt alles op zijn plaats:

Daarbij is besloten om niet te stomen met de oude draaistroommotor, ik heb nog steeds geen driefasen in huis, dus is er een nieuwe motor per kilowatt vermogen gehaald en is er een adapter gefreesd. De poelie wordt op zijn rechtmatige plaats op de nieuwe motor gehesen:

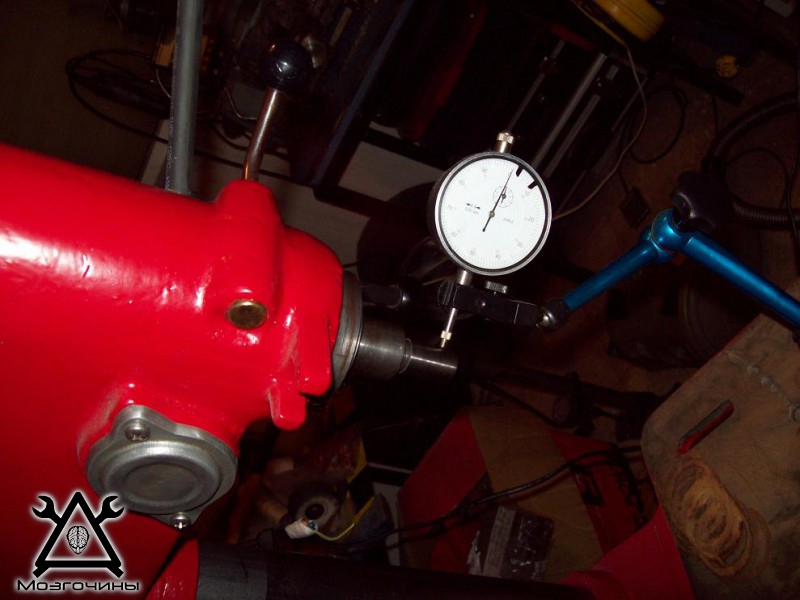
Ik herinnerde me dat het leuk zou zijn om de resultaten van de reparatie van de ganzenveer te controleren, meer bepaald het vervangen van lagers, en kijken naar de resulterende beats, ik probeerde het te doen. En - oh, een wonder! - ondanks het feit dat ik bij het kiezen van lagers niet de nauwkeurigheidsklasse heb nagestreefd, overtrof het resultaat alle verwachtingen, de radiale slingering is 0,01:
Tot slot nog een paar laatste kleine dingen - en de machines staan al op hun plaats:


En helemaal aan het einde - een beetje nieuwsgierigheid. De machine kwam er gewoon glanzend uit, nauwkeurig, krachtig, maar één probleem: HET SPRINGT OP DE ANDERE MANIER, dat wil zeggen, naar links
De moraal van het verhaal is: drink niet veel bier als je apparatuur herstelt. Ik startte het honderd keer, draaide het, draaide het en merkte NOOIT dat het in de tegenovergestelde richting draaide (waarschijnlijk omdat er geen patroon was en het niet zichtbaar was op de ronde as). Maar het maakt niet uit. Nadat ik de motor had gebeld, realiseerde ik me dat het niet mogelijk zou zijn om het gemakkelijk om te keren, en terwijl ik erop spuugde, kocht ik een set "linkse" oefeningen, ik gebruik het al een aantal jaren en ik ben blij als een olifant

- DIY steampunk medaillon - 16-12-2016
- Steampunk aansteker - 08/12/2016
- Nog een Steampunk-flashdrive - 28-07-2016
- Steampunk-flashdrive - 12.07.2016
- Elektrische ligscooter - 18-06-2016
- Dashboard voor elektrische scooter - 04.06.2016
- Mini kubotan, opener, sleutelhanger - 05/12/2016
- Minihamer - 30-04-2016
- Flash drive in de vorm van een bougie - 25-04-2016
- Hangers voor Bikers - video - 18-04-2016
- Elektrische bevestiging voor een rolstoel - 07/09/2014
- LED-koplampen voor elektrische fietsen - 25-06-2014
- Lamp in post-core stijl - 24.06.2014
- LED-koplampen voor elektrische fietsen - 22-06-2014
- Marmerkanten machine - 21-06-2014
Kun je de draairichting niet veranderen? Voor zover ik weet, is het alleen bij het aansluiten van de wikkelingen met een "delta" met gesoldeerde draden problematisch om de draairichting te veranderen. In alle andere gevallen kan dat.
Klas. Komen er nog andere artikelen met restauratie?
Als ik foto's vind, komt er nog een over een kleine draaibank :)
Heb de foto's bekeken, nee, dit is een complete nachtmerrie, er is niets te zien, er komen nog andere projecten
Niet elk eenfasig apparaat is gemakkelijk omkeerbaar, in de mijne, zonder een volledige demontage om bij de wikkelingen te komen, besloot ik gewoon niet te stomen.
De machine draait nu 4 jaar en er zijn geen klachten, linkse boren worden meestal gebruikt op CNC-machines en zijn daarom van een veel hogere kwaliteit, omdat ze zijn ontworpen voor een intense belasting.
Een workshop is natuurlijk mogelijk, maar daarnaast zijn er tientallen artikelen
Je hoeft alleen maar te bedenken in welke sectie je het wilt plaatsen.
Eens kijken, ik denk dat het beter is als een apart onderwerp, bijvoorbeeld in de toolkit.
Super. Volgende post post je workshop. Iedereen heeft het al gewaardeerd en zou graag je werkplek willen zien. Ik denk dat het geldig zal zijn.
Uw browser ondersteunt geen canvas.





Universele verticale boormachines 2H125, 2H135, 2H150 worden gebruikt bij bedrijven met enkele en kleinschalige productie van producten en zijn ontworpen om de volgende bewerkingen uit te voeren: boren, ruimen, verzinken, verzinken, ruimen en trimmen met messen.
De aanwezigheid van een mechanische spindeltoevoer op werktuigmachines, met handmatige bediening van werkcycli, maakt het mogelijk om onderdelen in een breed scala van maten van verschillende materialen te verwerken met behulp van gereedschappen van koolstof- en sneldraaistaal en harde legeringen.
De machines zijn uitgerust met een apparaat voor het omkeren van de elektromotor van de hoofdbeweging, waardoor ze kunnen worden voorzien van schroefdraad met machinetappen met handmatige spindelvoeding.
Plaatsingscategorie 4 in overeenstemming met GOST 15150-69.
kinematisch diagram
Het kinematische diagram van de 2H125, 2H135-machines wordt getoond in Fig. 5.
Vanwege de eenvoud van de kinematische schema's wordt hun beschrijving niet gegeven.
Opmerking.De bewegingsketen van de tafel is hetzelfde voor alle drie de machines.
De invoerketting is hetzelfde voor de 2125 en 2H135 machines.
Kolom, tafel, plaat
De kolom van de machine is van gietijzer. De boorkop en tafel worden handmatig langs de zwaluwstaartkolomgeleiders bewogen. De machinetafel heeft drie T-gleuven. Op de funderingsplaat is een elektrische pomp geïnstalleerd en in de plaat bevindt zich een reservoir met een opvangbak voor koelvloeistof.
Versnellingsbak en aandrijving
De versnellingsbak informeert de spindel over 12 verschillende rotatiesnelheden met behulp van beweegbare blokken 5 (Fig. 7), 7, 8. De assteunen van de doos bevinden zich in twee platen - bovenste 1 en onderste 4, aan elkaar bevestigd door vier banden 6. De versnellingsbak wordt verticaal geroteerd door een elektromotor via een elastische koppeling Yu en een tandwieloverbrenging 9. De laatste as 2 van de doos - de huls - heeft een spiegat waardoor de rotatie wordt overgebracht op de spil. Via tandwielpaar 3 wordt de rotatie overgebracht op de voedingskast.De tandwielkast wordt, net als alle montage-eenheden van de boorkop, gesmeerd door een plunjerpomp die op de onderplaat 4 is gemonteerd. De pompwerking wordt geregeld door een speciale olie-indicator op de voorkant van de sub-motor plaat.
Mechanisme voor schakelsnelheden en feeds
De schakelsnelheid wordt uitgevoerd door knop 2 (Fig. 8), die vier standen heeft rond de omtrek en drie langs de as. Het schakelen wordt uitgevoerd door knop 3, die drie standen heeft rond de omtrek voor machinemodellen 2H125, 2H135 en vier voor 2H150, en drie posities langs de as. De handgrepen bevinden zich aan de voorzijde van de boorkop. Het tellen van de opgenomen snelheden en voedingen gebeurt volgens tabellen 1 en 4.
Versnellingsbak
Het mechanisme is in een aparte behuizing gemonteerd en in de boorkop ingebouwd. Door de beweging van twee drievoudige tandwielblokken worden negen verschillende toevoeren uitgevoerd op de 2H125, 2H135 machines en twaalf toevoeren op de 2H150 machine. Op 2H125- en 2H135-machines verschillen de invoerkasten alleen in de aandrijving, die op de 2H125-machine bestaat uit tandwielen I (Fig. 9), op 2H125-, 2H135-machines - van tandwielen 2, 3 - respectievelijk. De voerbak is gemonteerd in de boring van de bovenste steun van de voermechanismeworm. Op de laatste as van de doos bevindt zich een koppeling 4, die de rotatie overbrengt op de worm.
boorkop:
De boorkop is een kokervormig gietijzeren gietstuk, waarin alle hoofdmontage-eenheden van de machine zijn gemonteerd: versnellingsbak, versnellingsbak, spindel, invoermechanisme, spindelcontragewicht en versnellings- en invoermechanisme.
Het toevoermechanisme, bestaande uit een wormwiel, een horizontale as met een tandheugel, een wijzerplaat, een nokkenas en ratel vrijloopkoppelingen, een stuur, is een integraal onderdeel van de boorkop.
Het invoermechanisme wordt aangedreven door de invoerkast en is ontworpen om de volgende bewerkingen uit te voeren:
handmatige benadering van het gereedschap naar het onderdeel; het inschakelen van de werkvoeding;
handmatige invoer;
het uitschakelen van de werkfeed;
handmatig terugtrekken van de spindel omhoog;
handmatige invoer die wordt gebruikt bij het inrijgen.
Het werkingsprincipe van het invoermechanisme is als volgt: wanneer het handwiel 14 (Fig. 10) draait, draait de nokkenkoppeling 8 naar zichzelf toe, die via de kooi-halfkoppeling 7 de rondselas 3 van de tandheugel roteert en rondsel, wordt de spil handmatig gevoed. Wanneer het gereedschap het onderdeel nadert, ontstaat er een koppel op de rondselas 3, dat niet kan worden overgedragen door de tanden van de nokkenkoppeling 8, in de halve koppelingskooi 7 beweegt langs de as totdat de uiteinden van de nokken van onderdelen 7 en 8 komen elkaar tegen. Op dit moment roteert de nokkenkoppeling 8 ten opzichte van de tandwielas 3 onder een hoek van 20°, die wordt beperkt door de groef in het deel 8 en de pen 10. Op de kooi - halve koppeling 7 bevindt zich een dubbele -zijdige ratelschijf 6 verbonden met de halve koppeling met pallen 13. Bij het verplaatsen van de kooi-halve koppeling 7 grijpen de tanden van de schijf 6 in de tanden van de schijf 6, uit één stuk gemaakt met het wormwiel 5.Hierdoor wordt de rotatie van de worm overgebracht op de tandheugel en wordt de spindel mechanisch gevoed. Bij verdere rotatie van het stuur 14 met het voer ingeschakeld, glijden de honden 13, zittend in de kooi-halfkoppeling 7, langs de tanden van de binnenzijde van de schijf 6; er is een handmatige vervroeging van de mechanische voeding.
Het invoermechanisme maakt handmatige spindelvoeding mogelijk. Schakel hiervoor de mechanische toevoer uit met het handwiel 14 en beweeg de dop 9 langs de as van de tandwielas 3 van u af. In dit geval brengt de pen 11 het koppel van de nokkenkoppeling 8 over op de horizontale as. Op de linkerwand van de boorkop is een draaiknop 4 gemonteerd voor het visueel aflezen van de werkdiepte en het afstellen van de nokken.
Er is een mechanisme voor handmatige beweging van de boorkop langs de kolomgeleiders, die bestaat uit een wormpaar 2 en een tandheugelpaar 1. Om het invoermechanisme te beschermen tegen breuk, is er een veiligheidskoppeling 15. Moer 16 en schroef 17 worden gebruikt om het veercontragewicht af te stellen.
De spindel (fig. 11) is gemonteerd op twee kogellagers. De axiale voedingskracht wordt opgenomen door het onderste druklager en de uitbreekkracht van het gereedschap wordt opgenomen door het bovenste. De lagers bevinden zich in de huls 3, die langs de as beweegt met behulp van een tandheugelpaar. spindellagers worden afgesteld met moer 1
Een speciaal apparaat op de spilkop wordt gebruikt om het gereedschap eruit te slaan. Knock-out treedt op wanneer de spil wordt opgetild door het handwiel. De houder van het apparaat ligt tegen het lichaam van de boorkop en de hendel 4, die om de as draait, slaat het gereedschap eruit.
Elektrisch schema
Door de ingangsstroomonderbreker Q1 in te schakelen, wordt er spanning op de hoofd- en hulpcircuits gezet, het H2-signaallampje op het bedieningspaneel gaat branden. Als er koeling en verlichting nodig is, dan worden de bijbehorende schakelaars in de AAN-stand gezet.
Door op de S2 RECHTS-knop te drukken, krijgt de startspoel K1 stroom, de hoofdcontacten zetten de M1-elektromotor in de juiste spindelrotatie. Via de K1 hulpcontacten wordt de K2 starter ingeschakeld, die de M2 elektromotor en het K7 vertragingsrelais inschakelt.
Door op de knop S3 LINKS te drukken, worden de K1-starter, de M1-elektromotor en het K7-relais uitgeschakeld. Na het ontladen van de condensator SZ worden de contacten van het relais K7 (28-26) gesloten en wordt de kortsluitstarter ingeschakeld in de elektromotor M1 voor de linkse rotatie van de spindel. Relais K7 gaat weer aan.
Met automatische omkering vindt deze omschakeling plaats wanneer de microschakelaar S6 wordt geactiveerd vanaf de nok die op de wijzerplaat is gemonteerd.
Stop door op de S1 STOP-knop te drukken. In dit geval worden de K1- of KZ-, K2-starters uitgeschakeld, waardoor de M1-, M2-elektromotoren worden uitgeschakeld. Via de contacten van het K7-relais (7-9) wordt het K6-relais ingeschakeld, gevolgd door het inschakelen van de K4- en K5-starters. De wikkelingen van de motor M1 zijn via de gelijkrichter V1, V2 verbonden met de transformator T1. Er vindt elektrodynamisch remmen van de spil plaats.
Na het ontladen van de condensatoren C1, C2 wordt het relais K6 uitgeschakeld en worden de starters K4, K5 losgekoppeld.
Bij het veranderen van snelheden, als de versnellingen niet zijn ingeschakeld, wordt de rotorbeweging van de motor M1 toegepast. Door op de S4 ROCKING MOTION-knop te drukken, wordt de K4-starter geactiveerd, die een verlaagde gelijkgerichte spanning levert aan de IC2-IC3-fasen.
Via de weerstand R2 wordt relais K6 vertraagd ingeschakeld, waarbij de K4-starter wordt uitgeschakeld en de K5-starter wordt ingeschakeld. In dit geval stroomt de onderspanning door de fasen van ICI-IC2. Dergelijke schakelingen zorgen voor schommelen van de rotor, wat het schakelen van versnellingen vergemakkelijkt.
De verticale boormachine 2n125 is ontworpen voor het boren, ruimen, verzinken, ruimen van de gaten van onderdelen in een enkele en kleinschalige productie. Machinenauwkeurigheidsklasse - N (normaal).
Het ontwerp van de boormachine is vrij stijf en duurzaam, waardoor de mogelijkheid van trillingen tijdens de verwerking wordt geëlimineerd. Het is mogelijk om onderdelen van verschillende materialen (staal, gietijzer, non-ferro materialen), hogesnelheidsgereedschappen (P6M5, P18) of harde legeringen (TK, VK) te bewerken.
Boormachine apparaat:
- Hoofdweg;
- Machine snelheid doos;
- Plunjerpomp;
- Plunjerpomp;
- Machine invoerbox;
- Kolom, tafel, bord;
- Mechanisme voor het regelen van rotatiesnelheden en voedingen;
- Kast;
- Elektrische uitrusting van de machine;
- Spindel;
- Koelsysteem van de machine;
- Boorkop van de machine.
3. Koeling inschakelen;
4.19 Stelbouten tafelwig en boorkop;
5. Handvat voor het verplaatsen van de tafel en het hoofd;
6.18 Tafel- en kopklemschroeven;
10. Signaalknop MACHINE IS AAN;
11. Knop voor het inschakelen van de rechter spindelrotatie;
12. Knop voor het inschakelen van de linker spindelrotatie;
13. Knop voor het inschakelen van de schommelbeweging van de spindel bij het wisselen van de rotatiesnelheden en voeding S;
14. Knop voor schakelen;
21. Handvat voor het wisselen van voer;
22. Knop voor opname van handmatige invoer;
23. Stuurwiel van het invoermechanisme;
24. Ledematen voor het lezen van de diepte van de verwerking;
27. Schakelaar koelpomp;
28. Nok voor het aanpassen van de verwerkingsdiepte;
29. Nok voor het instellen van de waarde van de diepte van de gesneden schroefdraad;
30. Hendel voor automatisch omkeren van de hoofdaandrijving wanneer de gespecificeerde waarde van de diepte van de gesneden schroefdraad is bereikt;
31. Hendel om de voeding uit te schakelen wanneer de gespecificeerde waarde van de diepte van het gat is bereikt;
32. Vierkant voor handmatige beweging van het hoofd.
Dankzij de mobiele units 5, 7, 8 ontvangt en zendt de versnellingsbak 12 verschillende rotatiesnelheden naar de spindel. De assteunen (lagers) van de versnellingsbak zijn geplaatst in twee platen 1 en 4, die aan elkaar zijn bevestigd door vier banden 6. De versnellingsbak roteert vanuit een verticaal geplaatste elektromotor via een elastische overbelastingskoppeling 10 en een tandwiel 9.
As 2 - huls - is gemaakt met een spiegat, met behulp waarvan rotatie op de spil wordt overgebracht. Via tandwielpaar 3 wordt het koppel overgebracht naar de versnellingsbak.
De voedingskast is gemonteerd in een aparte gietijzeren behuizing en is gemonteerd in de boorkop. Beweging wordt uitgevoerd met behulp van twee drievoudige tandwielsets en ontvangt negen verschillende feeds.
| Video (klik om af te spelen). |
Het voermechanisme is verbonden met de voerbak en is ontworpen om verschillende bewerkingen uit te voeren, namelijk:
- handmatige benadering van het snijgereedschap naar het werkstuk;
- het inschakelen van de werkvoeding van het gereedschap;
- handmatige invoerbeweging;
- het uitschakelen van de werktoevoer van het gereedschap;
- handmatige terugtrekking van de spilkop omhoog;
- handmatige invoer S, gebruikt bij het snijden van verschillende draden.












