In detail: doe-het-zelf reparatie van de Zil 130-koppeling van een echte meester voor de site my.housecope.com.
RESERVEONDERDELEN EN MONTAGEONDERDELEN
SPECIALE UITRUSTING GEBASEERD OP URAL, MAZ, KAMAZ ____________________
Koppelingsmand ZIL-130
De drukplaat (mand) van de ZIL-130 koppeling is gemaakt van grijs gietijzer SCH 18-36 (GOST 1412-54). Als er scheuren in het oppervlak zijn, en als de dikte van het schijflichaam minder is dan 24,7 mm, gemeten door de montagenaaf van de gepaarde veerplaten, wordt de koppelingsdrukplaat afgekeurd.
Als de schroefdraad M8 X 1,25 mm beschadigd of gebroken is tot twee schroefdraden, wordt de koppelingsdrukplaat in een bankschroef geïnstalleerd, vastgezet en wordt de schroefdraad met een tap door de vier gaten gedreven.
Een vijl wordt gebruikt om kerven en bramen op de behandelde oppervlakken te verwijderen. In geval van kromtrekken van meer dan de toegestane grootte, wordt de drukschijf geïnstalleerd op een ring die zich op de perstafel bevindt met het contactvlak met de aangedreven schijf naar beneden en recht. De nauwkeurigheid van het rechttrekken wordt gecontroleerd met een liniaal en een voelermaat.
De maximale kromming van de ZIL-130 koppelingsmand mag niet meer dan 0,15 mm zijn. Inslagsporen op het contactvlak met de aangedreven schijf worden door slijpen geëlimineerd.
Wanneer de gaten voor de vingers van de hendels zijn versleten, wordt de koppelingsmand vastgezet in een slotenmakerbankschroef en worden de versleten gaten vergroot tot een diameter van 8,4 + 0,058 mm, wat overeenkomt met de eerste reparatiemaat. De gaten van de reparatiemaat zijn gemarkeerd met verf.
De versleten groef van de hendel van de ZIL-130-koppelingsmand is versmolten tot een afmeting van ten minste 9,0 mm tussen de oren, en vervolgens, bij het bevestigen van het onderdeel, wordt de groef gefreesd op de plaatsen waar het oppervlak opduikt. De geboorde gaten in de oren worden vergroot tot een diameter van 8,2 + 0,058 mm.
De controle van de uitgevoerde operatie is het controleren van de uitlijning van het gat in de oren met een indicatorapparaat. De niet-loodrechtheid van de as van het gat op de binnenvlakken van de groef mag niet meer dan 0,3 mm bedragen over een lengte van 100 mm van de pen die in het gat is gestoken.
| Video (klik om af te spelen). |
Het deksel van de koppelingsmand ZIL-130 is gemaakt van staal 08 5 mm dik. Het onderdeel wordt weggegooid als er meer dan drie scheuren zijn die langer zijn dan 50 mm. Als er deuken op het oppervlak en aangrenzende vlakken zijn, wordt het koppelingsdeksel op de matrijsmatrix geïnstalleerd en onder een pers rechtgetrokken.
De kwaliteit van de uitgevoerde bewerking wordt gecontroleerd door externe inspectie en door het bepalen van de mate van kromtrekken van de behuizing, die wordt gecontroleerd op de controleplaat met een voelermaat. De vlakheid van het uiteinde van de bevestiging aan het vliegwiel mag niet meer zijn dan 0,5 mm.
Als de M8-draad is afgescheurd of versleten, niet meer dan twee draden, wordt het deksel van de ZIL-130-koppelingsmand op een standaard geïnstalleerd, wordt de draad met een tap in acht gaten gedreven en de inkepingen en bramen op de oppervlak van het onderdeel worden gereinigd met een vijl.
Als de M8-draad is afgescheurd of versleten, meer dan twee draden, wordt het koppelingsdeksel geïnstalleerd en op de tafel van de boormachine bevestigd en worden de draadgaten geboord tot een diameter van 12 mm.
Nadat het onderdeel op de lasplaat is geïnstalleerd, worden de geboorde gaten gelast met gaslassen. Nadat de laslaag gelijk met het basismetaal is gereinigd, controleert u de vlakheid van het uiteinde van de behuizingbevestiging aan het vliegwiel en stelt u, indien nodig, de behuizing af op de hierboven beschreven manier.
Versleten gaten voor het bevestigen van het deksel van de ZIL-130 koppelingsmand aan het vliegwiel, voor bussen en moeren, worden op een vergelijkbare manier gerepareerd. Ze worden uitgeboord, gelast, de mate van kromtrekken van de behuizing wordt na het lassen gecontroleerd en indien nodig gecorrigeerd.
De laatste stap is het boren van gaten van nominale grootte. De gaten voor de bevestiging van de behuizing aan het vliegwiel zijn geboord tot een diameter van 9,8 mm en geruimd.
Wanneer de klinknagels van de platen worden losgemaakt, wordt de behuizing op apparaten onder de pers geïnstalleerd en worden de klinknagels geperst. Wanneer de klinknagels van de plaatbevestiging worden afgescheurd of de platen worden afgescheurd, worden defecte onderdelen vervangen.
Koppelingsschijf ZIL-130
De ZIL-130 koppelingsplaat is gemaakt van 50 staal en gefosfateerd. De hardheid van de schijf is gelijk aan HRC 35-40. De naaf van de aangedreven schijf is gemaakt van 40X staal, gefosfateerd en gepassiveerd in een chroompiekoplossing. De koppelingsplaat is gedemonteerd op de standaard.
Wanneer de platen van de wrijvingsdemper met een grotere toegestane maat versleten zijn, wordt de aangedreven schijf geïnstalleerd en op de tafel van de boormachine bevestigd en met een boor van 0,10 mm geslepen onder een hoek van 90 °, worden de koppen van de klinknagels gesneden tot het niveau van het basismetaal worden klinknagels eruit geslagen, de versleten platen van de demper worden verwijderd en vervolgens worden nieuwe platen geïnstalleerd en opnieuw geklonken.
Voordat de frictievoeringen worden geklonken, wordt de ZIL-130 koppelingsplaat afgesteld, nadat de inkepingen en bramen op de naaf zijn schoongemaakt. De controle van de uitgevoerde bewerking is het controleren van de mate van kromtrekken van de schijf op de plaat met behulp van een voelermaat.
De frictievoeringen van de koppelingsplaat worden met een matrijs onder druk geklonken. Controleer na het klinken van de frictievoeringen de mate van kromtrekken van de schijf en de mate van slingering met een indicatorapparaat.
De kromtrekking mag niet groter zijn dan 0,3 mm en de slingering mag niet groter zijn dan 0,8 mm. Indien nodig wordt de aangedreven ZIL-130 koppelingsplaat langs de spaken op de plaat aangedreven en wordt de onbalans ten opzichte van het mantelvlak van de gleuf gecontroleerd.
De toelaatbare onbalans mag niet groter zijn dan 25 Gsm. Een onbalans van meer dan 25 Gsm wordt geëlimineerd door het installeren van gewichten, die vast worden bevestigd door de ranken van de aangedreven koppelingsplaat te buigen. Wanneer een buigmoment van 45 kgm op de naaf wordt uitgeoefend, mag de rotatiehoek van de naaf niet groter zijn dan 1 ° 30'-2 °.
Het wrijvingsmoment van de demper moet binnen het bereik van 1-4 kgm liggen. De demper wordt gecontroleerd door de naaf te draaien ten opzichte van de vaste schijf in een inrichting die radiale belasting uitsluit.
Koppelingshuis ZIL-130
Het koppelingshuis ZIL-130 is gemaakt van grijs gietijzer Сч 15-32. Als er scheuren zijn met een lengte van meer dan 150 mm die door het gat voor het lager van de aandrijfas en verstijvers gaan, evenals het gat voor het bevestigen van het koppelingshuis aan het cilinderblok, wordt het koppelingshuis afgekeurd.
Het motorkoppelingshuis is niet uitwisselbaar met het cilinderblok, omdat tijdens de fabricage de centreervlakken uiteindelijk samen met het cilinderblok worden bewerkt.
Demontage van deze unit is noodzakelijk om de volgende redenen: het cilinderblok en het ZIL-130-koppelingshuis hebben verschillende factoren voor reparatiecomplexiteit; deze delen zijn ongelijk; het carter en het cilinderblok moeten afzonderlijk worden gespoeld en defect zijn.
Om demontage van de unit te voorkomen en om de uitlijning van de krukas van de motor en de aandrijfas van de transmissie in een klein productieprogramma te garanderen, zijn deze units gemarkeerd.
Wanneer de bout in het draadgat wordt gebroken, wordt het ZIL-130-koppelingshuis op de werkbank van een slotenmaker geïnstalleerd, wordt het midden van de gebroken bout vastgeschroefd en wordt met een boor een blind gat geboord tot een diepte van 8-10 mm. Vervolgens wordt een vierkante doorn in het geboorde gat van de bout gedreven en wordt het afgebroken deel van de bout uit het schroefdraadgat van het koppelingshuis geschroefd.
De laatste bewerking is draadsnijden en ontbramen en ontbramen op alle bewerkte vlakken. Versleten bussen van de koppelingsvorkas van meer dan de toegestane maat worden met een doorn naar buiten gedrukt, nadat het koppelingshuis op een op de perstafel bevestigde standaard is geïnstalleerd.
Controleer na het uitpersen van de versleten bussen de slijtage van het gat voor de bussen van de koppelingsvorkas. Gaten met een diameter groter dan 30,05 mm worden in een lijn geëxpandeerd tot 30,2 + 0,045 mm.
Met behulp van een doorn onder een pers worden bussen van nominale of reparatiemaat in het gat gedrukt, afhankelijk van de diameter van het gat, nadat het gat in de bus eerder is uitgelijnd met het gat in het ZIL-130-koppelingshuis. De ingeperste hulzen worden lijnsgewijs geëxpandeerd tot een diameter van 25 + 0,06 mm.
Na montage van het koppelingshuis met het cilinderblok wordt het centreergat van het koppelingshuis in het gereedschap geboord.Het versleten gat wordt door de doorgang geboord tot een diameter van 166 + 0,04 mm en de groef onder de kraag wordt geslepen tot een diepte van 2,5 ± 0,1 mm.
Een huls wordt met een doorn in het geboorde gat gedrukt totdat deze stopt. De ingeperste voering wordt uiteindelijk samen met het motorblok geboord om de uitlijning van de assen van de motorkrukas en de aandrijfas van de transmissie te verzekeren.
ZIL-130 koppelingsmandhendel en hefboomvork
De hendel van de drukplaat (mand) van de ZIL-130-koppeling is gemaakt van staal 35 GOST 1050-60 en cyanide tot een diepte van 0,15-0,3 mm. Hefboomhardheid - HRC 56-62. De hendel wordt afgewezen in aanwezigheid van scheuren en breekt met een lengte van meer dan 5 mm op het oppervlak.
De geometrische parameters van het bewerkte bolvormige oppervlak van de hendel worden bepaald met behulp van een sjabloon voor transmissie. Wanneer de boring voor naaldlagers over de toegestane maat is versleten, wordt de hendel van de koppelingskorf geslepen.
De drukplaathefbomen, die gaten hebben voor overmaatse naaldlagers, zijn gemarkeerd met verf om ze tijdens de montage met vergrote pinnen te monteren.
De hefboomvork van de ZIL-130 koppelingsmand is gemaakt van staal 45. De vork wordt afgekeurd als er scheuren zijn van welke aard en locatie dan ook, evenals als de vorkbevestigingsoren zijn gebroken.
In aanwezigheid van inkepingen en bramen wordt de vork van de ontkoppelingshendel geklemd in een bankschroef met zachte kaken en worden de bewerkte oppervlakken gereinigd met een vijl. Een draad die is afgescheurd of tot twee draden versleten is, wordt er met een tap doorheen gedreven.
Wanneer de gaten voor de vinger in de nokken versleten zijn, wordt de vork vastgezet in een bankschroef met zachte kaken en worden twee gaten in een lijn ingezet met een diameter van 8,4 + 0,058 mm, wat overeenkomt met de eerste reparatiemaat.
Vorken met extra grote gaten zijn gemarkeerd met verf om een vinger op te pakken tijdens de montage
grotere diameter.
Montage van de koppeling ZIL-130
Alvorens te monteren, is het noodzakelijk om de onderdelen van de ZIL-130-koppeling te monteren volgens de grootte van de gaten in de vork en de drukplaat voor de vinger en vingers in diameter. Om de koppeling te monteren, is een drukplaat geïnstalleerd op de stellage.
Naalden 19 (Fig. 4) van het naaldlager, vooraf gesmeerd met olie, worden samen met een technologische kogel met een diameter van 8,8 - 9,5 mm, gemaakt van zacht oliebestendig rubber, in de gaten van de ontkoppelingshendel gestoken. Steek op dezelfde manier de naaldlagernaalden in het tweede gat in de hendel.
Vervolgens wordt het gat van de steunvork 17 uitgelijnd met het gat van de hefboom 18, terwijl het bolvormige uitsteeksel van het binnenste uiteinde van de hefboom 18 in één richting wordt geleid met het van schroefdraad voorziene uiteinde van de vork. Wanneer de stomp 16 in de uitgelijnde gaten wordt gestoken, wordt de rubberen proceskogel naar buiten geduwd. De ingebrachte vinger is vastgezet.
Rijst. 4. Montagedelen van de ZIL-130 koppeling
1 - drukschijf (mand); 2 - aangedreven schijf; 3 - frictievoeringen; 4 - veer van de elastische koppeling van de demper; 5 — basisplaat van de veer; 6 — stalen plaat van een wrijvingsdemper; 7 - wrijvingsdemperschijf; 8 - oliedeflector; 9 — naaf; 10 - warmte-isolerende ringen; 11 - drukveer; 12 — drukplaatbout; 13 — drukplaat; 14 — stelmoer; 15 - koppelingsdeksel; 16 en 20 - vingers van de vork en hendel; 17 - steunvork; 18 - koppelingshendel; 19 - naalden van het naaldlager; 20 - vinger
Bij afwezigheid van rubberen kogels worden de rollagernaalden geassembleerd met een laag vet op het oppervlak van de gaten. De rollen worden in het tweede gat gelegd na het monteren van de hendel met de vork. Om de hendel 18 (Fig. 4) voor het ontkoppelen van de koppeling in de groef van de drukplaatbeugel te installeren, worden de gaten in de hendel en de beugel uitgelijnd.
Nadat de lange pen 20 in de uitgelijnde gaten is gestoken, wordt de technologische rubberen bal naar buiten geduwd en wordt pen 20 vastgemaakt.De rest van de hendels worden op dezelfde manier ingesteld.
Vervolgens worden warmte-isolerende ringen 10 en drukveren 11 geïnstalleerd op de uitsteeksels van de koppelingsmand ZIL-130. Het koppelingsdeksel 15 wordt op de veren 11 aangebracht, waardoor de draadeinden van de steunvorken 17 in de gaten van het deksel worden geleid 15.
Op de draadeinden van de steunvorken worden technologische doppen geplaatst om beschadiging van de schroefdraden bij latere montagewerkzaamheden te voorkomen. Technologische geleidingsdoornen worden in de flensgaten van het koppelingshuis gestoken en de veren 11 worden samengedrukt door op het koppelingshuis 15 te drukken.
Verwijder de technologische geleidingsdoornen en verwijder de technologische doppen van de draadeinden van de vorken 17, installeer de bussen in de gevormde gaten van de gepaarde veerplaten, schroef de bouten van deze platen vast, die worden vastgedraaid met een momentsleutel met een koppel van 1,0-1,5 kgm. Na het aandraaien worden alle bouten vergrendeld door de dunne schouder van de bus naar de rand van de boutkop te buigen.
De stelmoeren 14 worden met een stelsleutel op de draadeinden van de vorken 17 geschroefd totdat het uiteinde van de moer samenvalt met het uiteinde van het draadeind van de vork 17.
Klemplaten 13 worden met stelmoeren op de vorken gemonteerd, klembouten 12 worden met de hand ingedraaid, die met een dopsleutel worden vastgedraaid totdat de platen 13 in de behuizing 15 stoppen. De positie van de hendels ten opzichte van de ZIL-130-koppeling mand wordt afgesteld met behulp van een indicatorapparaat.
Draai de stelmoeren met een sleutel en zet alle hendels in een zodanige positie dat, met een afmeting van 9,7-9,9 mm tussen het uiteinde van de behuizing en het uiteinde van het vlak van de drukplaat, de maat 39,7-40,7 wordt ingesteld mm tussen het uiteinde van de mand en de steunhiel van de hendels.
De uiteinden van de hefbomen moeten met een nauwkeurigheid van 0,5 mm in hetzelfde vlak evenwijdig aan het werkoppervlak van de drukplaat liggen.
Na het afstellen van de ZIL-130 koppeling worden de bevestigingsbouten van de grondplaten aangedraaid met een momentsleutel en vastgezet met een zacht staaldraad met een diameter van 1,0 mm.
Om spontaan losraken te voorkomen, wordt de schroefdraadverbinding van de stelmoer op het schroefdraaduiteinde van de vork geschroefd.
De laatste bewerking is het statisch balanceren van het drukplatensamenstel met de behuizing op de balanceerinrichting. Bij een onbalanswaarde van meer dan 50 Gsm worden gaten in de nokken geboord tot een diepte van maximaal 23 mm met een boor van Ø 13,7 mm. De montagegaten zijn gemarkeerd.
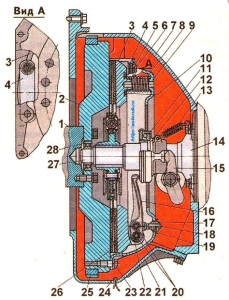
Koppeling (Fig. 35) enkelschijfs droog, gemonteerd in een gietijzeren carter 7. Het koppelingsdeksel 9 is bevestigd aan het vliegwiel 2 van de krukas 1 door acht centrerende (speciale) bouten 23. De koppelingsdruk wordt gegenereerd door zestien gemonteerde veren tussen het koppelingsdeksel 9 en de drukplaat 3. Onder de veren aan de zijkant van de drukplaat zijn warmte-isolerende ringen geplaatst.
De overdracht van het koppel van het koppelingsdeksel 9 naar de aangedreven schijf vindt plaats via de drukplaat 3 door vier paar veerplaten 4.
De schakelinrichting bestaat uit vier hefbomen 16, die door vingers 20 zijn verbonden met een drukplaat en een vork 18. Tussen de vingers 20 en de hefboom 16 zijn naaldrollen 22 geplaatst.
De stand van de ontkoppelingshendels 16 wordt afgesteld door de moeren 17, die na afstelling van putjes worden voorzien.
Tijdens het gebruik van het voertuig wordt de stand van deze hendels niet aangepast.
De koppelingsplaat (Fig. 36) is van staal, met frictievoeringen, heeft een torsietrillingsdemper (demper) van het wrijvingstype (met droge wrijving van staal op staal). Acht veren gelijkmatig verdeeld over de omtrek zijn de elastische koppeling van de demper 2.
De aangedreven schijf is gebalanceerd. Het balanceren wordt uitgevoerd door balanceerplaten 10 op de aangedreven schijf te installeren.
Om de koppeling te ontkoppelen, wordt een druklager 11 (Fig. 35), gemonteerd op de lagerbus 12, gebruikt. Het lager 11 is in de fabriek gesmeerd en wordt tijdens bedrijf en reparatie niet toegevoegd. Tijdens de reparatie van de koppeling moet het lager indien nodig worden vervangen door een nieuw exemplaar.
Bij een correct afgestelde koppelingsaandrijving moet de spleet tussen de hendel 16 en het ontkoppelingslager 3-4 mm zijn.
Om de koppeling te ontkoppelen, wordt een voetpedaal gebruikt, dat is geïnstalleerd op een beugel die is bevestigd aan de linker langsbalk van het autoframe. Het onderste uiteinde van het pedaal is verbonden door een verstelbare stang 5 (Fig.37) met hendel 3 van de ontkoppelingsvork. De pedaalslag wordt beperkt door de nadruk op de cabinevloer.
Een correct afgestelde koppeling mag niet slippen in de ontkoppelde stand, en wanneer het pedaal wordt ingetrapt, moet deze volledig ontkoppelen (mag niet "leiden"). De vrije slag van het koppelingspedaal moet 35-50 mm zijn en de totale slag moet minimaal 180 mm zijn.
Naarmate de frictievoeringen slijten, neemt de vrije slag van het koppelingspedaal af, waardoor de koppeling kan slippen. Dit leidt tot snelle slijtage van de aangedreven schijf en het koppelingslager. In geval van overmatige vrije slag (meer dan 50 mm), wordt de koppeling niet volledig ontkoppeld door het pedaal in te drukken tot het stuk is. In dit geval is er een snelle slijtage van de aangedreven schijf en wordt schakelen moeilijk.
Pedaalvrij reizen moet in de volgende volgorde worden afgesteld:
1. Stel de borgmoer 1 af.
2. Stel de vrije slag van het koppelingspedaal af door de bolvormige stelmoer 2 te draaien; om de vrije slag van het pedaal te verminderen, moet de bolvormige moer op de stang 5 worden geschroefd, en om de vrije slag te vergroten, moet deze van de stang worden gerold.
4. Start na het afstellen de motor en controleer of de koppeling goed werkt.
Het onderhoud bestaat uit het afstellen van de koppelingsaandrijving, het reinigen van vuil, het tijdig aandraaien van alle boutverbindingen, het smeren van de ontkoppelingsvork en de pedaalas volgens de smeertabel.
Het voorste lager 30 (Fig. 35) van de aandrijfas van de versnellingsbak heeft een constante toevoer van vet, geleverd door de lagerfabrikant. Periodiek bijvullen van vet is tijdens bedrijf niet nodig. Tijdens reparatiewerkzaamheden moet het lager indien nodig worden vervangen door een nieuw exemplaar.
Het is noodzakelijk om het aandraaien van de bouten waarmee het koppelingshuis aan het cilinderblok is bevestigd zorgvuldig te controleren. Het aanhaalmoment van de bouten moet gelijk zijn aan 8-10 kgf-m (80-100 Nm). De bouten moeten gelijkmatig, consistent, kruiselings worden aangedraaid.
Illustraties voor de sectie 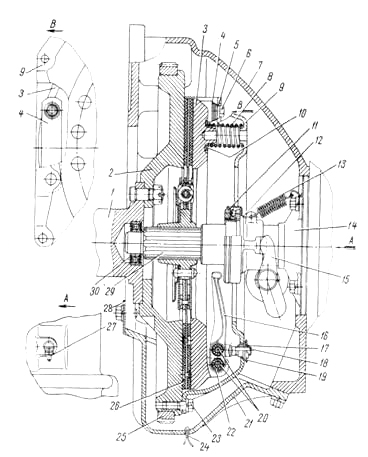
Rijst. 35. Koppeling
1 - krukas; 2 - vliegwiel; 3 - drukplaat; 4 - veerplaat; 5 - bus van veerplaten; 6 - bout voor het bevestigen van de platen; 7 - koppelingshuis; 8 - drukveer; 9 - behuizing; 10 - warmte-isolerende ring van de drukveer; 11 - druklager; 12- koppeling; 13 - ontgrendelingsveer van de koppeling; 14 - geleidekoppeling; 15 - ontkoppelingsvork; ontgrendelingshendel met 16 koppelingen; 17 - vorkafstelmoer; 18 - stekker; 19- basisplaat van de stelmoer; 20- vingers; 21 - carterdeksel; 22 - rollen; 23 - bevestigingsbout van het koppelingsdeksel aan het vliegwiel, 24 - splitpen; 25 - vliegwielkroon; 26 - aangedreven schijf; 27 - smeerbus voor het smeren van de ontkoppelingsvork van de koppeling; 28 - schild; 29 - aandrijfas van de transmissie; 30 - voorste lager van de aandrijfas van de versnellingsbak 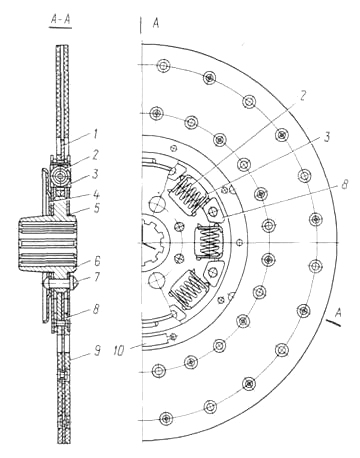
Rijst. 36. Aangedreven koppelingsplaat
1 - aangedreven schijf; 2-veer van de torsietrillingsdemper (demper); 3 - basisplaat; 4 - oliedeflector; 5 - demperschijf; 6 - de naaf van de aangedreven schijf; 7 - klinknagel; 8 - wrijvingskussen van de demper; 9 - wrijvingsvoering van de aangedreven schijf; 10 - balanceerplaat 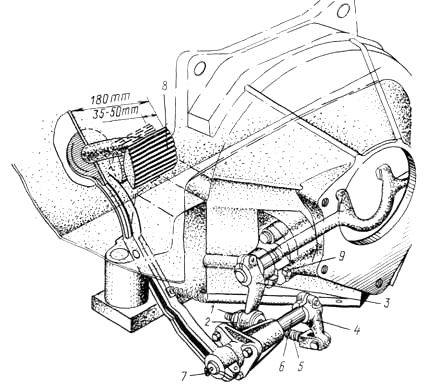
Rijst. 37. Koppelingsaandrijving
1-borgmoer - 2 - bolvormige moer; 3 - vorkhefboom voor ontkoppelingshendel; 4 - tussenhendel; 5 - stuwkracht; 6 - pedaalas; 7 - smeernippels voor pedaalasbussen
8 - pedaal; 9 - smeerbus voor het smeren van de bussen van de ontkoppelingsvork
Voordat ik specifiek de Zil 130-koppeling in overweging neem, wil ik een paar woorden zeggen over de auto zelf. Zil 130 is een legendarische Sovjet-truck, eenvoudig en pretentieloos. De eerste serie auto's werd al in 1962 geproduceerd, maar zelfs vandaag de dag vind je deze dienstbare arbeiders in de straten van steden en dorpen. Ze zijn niet bang voor slechte wegen en brandstof van lage kwaliteit. Bovendien kunnen ze op de snelweg snelheden halen tot 100 kilometer per uur. Van de tekortkomingen van het model is het misschien de moeite waard om het hoge brandstofverbruik op te merken, dat 30 liter per honderd kilometer kan bereiken.
Met de juiste zorg en tijdig onderhoud kan de ZIL 130 tientallen jaren probleemloos werken. Daar zijn levende voorbeelden van. Het is echter raadzaam voor elke eigenaar van deze vrachtwagen om goed thuis te zijn in het apparaat om enkele van de noodzakelijke handelingen zelf uit te voeren. U moet bijvoorbeeld weten hoe u de koppeling Zil 130 moet afstellen. Laten we eerst eens kijken hoe het werkt.
De Zil 130 vrachtwagenkoppeling kan worden omschreven als:
Het is gehuisvest in een gietijzeren carter dat aan de motor is bevestigd. Het deksel is met acht centreerbouten aan het krukasvliegwiel bevestigd. De perskracht wordt gecreëerd door zestien veren die zijn geïnstalleerd tussen het koppelingshuis en de drukplaat. Daaronder liggen speciale warmte-isolerende ringen. Ze zijn in staat om de verwarming van de veren te verminderen. Dankzij deze ringen verliezen de veren hun elastische eigenschappen niet door verhitting. Het koppel wordt van de behuizing naar de aangedreven schijf overgebracht door middel van een drukplaat en vier paar veerplaten. Het ontkoppelingsapparaat bestaat uit vier hendels die door vingers met de vork en de drukplaat zijn verbonden. Naaldrollen bevinden zich tussen deze pennen en elke arm. Bolvormige moeren worden gebruikt om de vorken te ondersteunen. Ze zorgen ervoor dat de vorken kunnen oscilleren terwijl de drukplaat beweegt.
In de koppelingsontkoppeling bevindt zich een ontkoppelingslager, dat niet scheidbaar is. Daarom kan tijdens bedrijf de hoeveelheid olie in dit lager niet worden bijgevuld. De koppelingsplaat is gemaakt van staal en heeft frictievoeringen van geperste metaal-asbestsamenstelling. Om de koppeling te ontkoppelen, wordt een pedaal gebruikt met een as die in de beugel is geïnstalleerd. De slag van dit pedaal beperkt de vloer in de vrachtwagencabine.
Om ervoor te zorgen dat de koppeling altijd betrouwbaar werkt, moet deze periodiek worden afgesteld. Van tijd tot tijd moeten eigenaren van vrachtwagens ZIL 130 de vrije slag van het koppelingspedaal aanpassen, evenals de positie van de ontgrendelingshendels. De vrije slag van het pedaal wordt afgesteld met de stelmoer. De opening tussen het druklager en de ontkoppelingshendels moet anderhalve tot drie millimeter zijn. In dit geval zal de vrije slag van het koppelingspedaal tussen de vijfendertig en vijftig millimeter liggen. Deze afstelling zorgt voor een volledige in- en ontkoppeling van de koppeling van de vrachtwagen ZIL 130. Als de opening tussen het ontkoppelingslager en de ontgrendelingshendels minder dan anderhalve millimeter is, zal het ontkoppelingslager af en toe de ontgrendelingshendels raken. Dit gaat gepaard met slippen van de koppeling en als gevolg daarvan verhoogde slijtage van het lager zelf, evenals de ontgrendelingshendels en frictievoeringen.
De ontkoppelingshendels van de vrachtwagen worden afgesteld tijdens de montage of reparatie van de koppeling met behulp van speciale kogelmoeren. Een dergelijke afstelling is vereist voor de mogelijkheid van een soepele, zonder scheeftrekkende beweging van de drukplaat wanneer de koppeling wordt ontkoppeld. Als u dit verwaarloost, beweegt de drukplaat ongelijkmatig weg van de aangedreven schijf. Als gevolg hiervan zal een verhoogde slijtage van de gehele unit optreden, wat zal leiden tot voortijdige uitval.
De koppeling van de Zil 130-truck is mogelijk niet volledig ontkoppeld vanwege scheeftrekken of kromtrekken van de aangedreven schijf, en ook als er een ongelijke opening tussen de schijven is. Meestal treedt zo'n overlast op als gevolg van oververhitting als gevolg van langdurig uitglijden. Dit probleem kan eenvoudig worden opgelost door de kromgetrokken schijven te vervangen. Als de frictievoeringen het begeven, kunnen ze een wig vormen tussen de aandrijving en de aangedreven schijven. Hierdoor zal de koppeling niet volledig ontkoppelen. Als dit gebeurt, moet u de unit demonteren en de frictievoeringen vervangen.Wanneer de koppeling is ontkoppeld en de drukplaat de aangedreven plaat nog steeds licht raakt, is aanpassing van de positie van de ontgrendelingshendels noodzakelijk.
Als de auto met een schok begint te bewegen, wordt deze storing hoogstwaarschijnlijk veroorzaakt door een vastzittende ontkoppelingskoppeling op het lagerdeksel van de ingaande as. Dit komt door het feit dat wanneer de bestuurder het koppelingspedaal loslaat, de koppeling ongelijkmatig beweegt, eerst grijpt en vervolgens krachtig schokt. Bovendien kunnen kromgetrokken schijven ervoor zorgen dat de koppeling abrupt ingrijpt. In dit geval moeten ze worden vervangen om de storing te verhelpen.
Om ervoor te zorgen dat de Zil 130-truck zo min mogelijk gerepareerd hoeft te worden, moet deze worden bediend in overeenstemming met verschillende eenvoudige regels. Je kunt zowel in de eerste als in de tweede versnelling aan de slag. Probeer het koppelingspedaal zo soepel mogelijk los te laten. Houd uw voet niet op het pedaal wanneer u parkeert met draaiende motor. Bovendien mag het pedaal tijdens het rijden niet gedeeltelijk worden ingetrapt. Dit leidt tot voortijdige slijtage en vroegtijdig falen van het gehele samenstel. Rijd en schakel niet bij hoge motortoerentallen. Bovenstaande aanpassingen dienen periodiek te worden uitgevoerd. Naleving van deze eenvoudige regels helpt de unit zo lang mogelijk operationeel te houden en onvoorziene storingen uit te sluiten.

ZIL-130 koppelingselementen:
-
drukplaat (koppelingsmand)
koppelingsdruklager



De koppeling kan worden afgesteld op de gedemonteerde drukplaat (bijvoorbeeld na het vervangen van de koppelingsplaat, of het vervangen van de drukplaatblokken of druklager) of direct op de auto via een open klep in het vliegwiel. Overweeg de mogelijkheid om de versnellingsbak en alle koppelingsdelen te demonteren.

Demontage gebeurt op een kijkgracht met behulp van een speciale lier om de versnellingsbak te verwijderen:
- Nadat 4 (vier) bevestigingsmoeren zijn losgedraaid, wordt de versnellingsbak verwijderd en op de pallet neergelaten.
- Draai nu de 8 (acht) bouten los waarmee de drukplaat aan het motorvliegwiel is bevestigd.
- Houd de aangedreven schijf (die tussen het vliegwiel en de mand zit) voorzichtig vast en verwijder de drukschijf.
- Aan alle koppelingsonderdelen wordt een storingzoekend uitgevoerd.
- Het druklager wordt gecontroleerd - het moet gemakkelijk kunnen draaien zonder vreemde geluiden te produceren.
- Kijk naar het werkoppervlak van de drukplaatpoten. Bepaal de dikte van de frictievoeringen van de aangedreven schijf.
Wanneer alle onderdelen zijn uitgezocht en vervangen door nieuwe, is het noodzakelijk om de vier hendels van de drukplaat of, zoals ze eenvoudig worden genoemd, de "poten" van de koppelingsmand af te stellen. Hiervoor is een vlakke plaat nodig, die wordt gebruikt als reservevliegwiel van de ZIL-130-motor. Als er geen is, moet u deze kopen voor demontage.
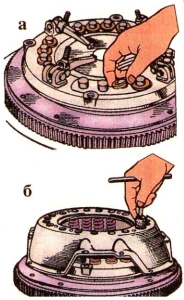
Zonder de gemonteerde koppelingsdrukplaat (mand) van het hulpvliegwiel (gebruikt als een apparaat) te verwijderen, is het noodzakelijk om de positie van de hendels ten opzichte van het werkoppervlak van de drukplaat aan te passen.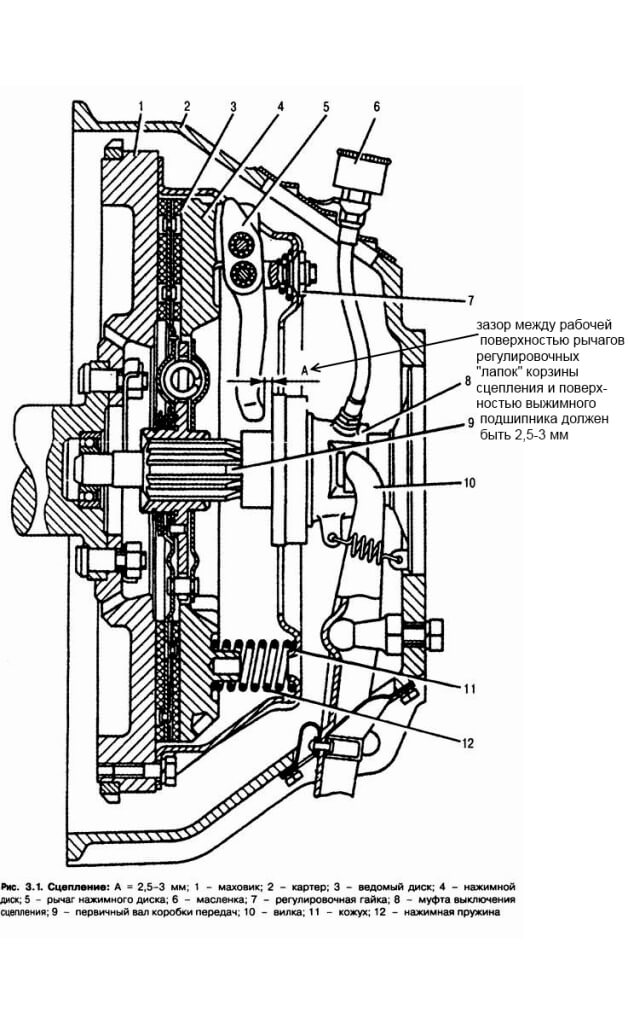
Draai de stelmoeren met een sleutel en zet alle hendels in een zodanige positie dat de afstand van het werkoppervlak van de drukplaat tot de toppen van de bolvormige uitsteeksels aan de binnenste uiteinden van de hendels binnen 39,7-40,7 mm is. In dit geval moeten de uiteinden van de hendels in hetzelfde vlak evenwijdig aan het werkoppervlak van de drukplaat liggen met een nauwkeurigheid van 0,5 mm, niet meer.
In het geval dat de koppelingsdrukplaat in de afstelinrichting is gemonteerd, moet de installatie van de hendels worden gecontroleerd met behulp van een bedieningsplaat, zoals weergegeven in afb. 1, geb. In dit geval moeten de bolvormige uitsteeksels van de hendels de bedieningsplaat 2 raken die op de naaf van het gereedschap 1 is geïnstalleerd.
Nadat de afstelling van de koppeling is voltooid, moeten de bouten van de steunplaten worden vastgedraaid (aanhaalmoment 1,0-1,5 kgm). Speld vervolgens de bouten (figuur acht) met een zachtgegloeide staaldraad met een diameter van 1 mm.
Draai de schroefdraadverbinding van de stelmoer op één punt vast met het schroefdraaduiteinde van de vork.
Draai de bouten los waarmee de kap aan het hulpvliegwiel is bevestigd en verwijder de drukplaatconstructie met de kap. Draai in dit geval alle bouten geleidelijk en opeenvolgend los om vervorming van het koppelingsdeksel te voorkomen.
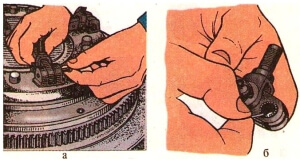
Zo ziet de stelhendel eruit, of op een eenvoudige voet van de ZIL 130-drukschijf:

Montage van de drukplaat (mand)

Het is mogelijk om de uittrekhendels af te stellen zonder de koppelingsmand van het vliegwiel van de auto te verwijderen.
Bij het verwijderen van de koppeling is het noodzakelijk om de bouten los te draaien waarmee de versnellingsbak aan het koppelingshuis is bevestigd, de versnellingsbak los te koppelen van het carter en deze te verwijderen;
- draai de bouten van het koppelingsdeksel los en verwijder het;
- draai de bouten los waarmee het onderste koppelingshuisdeksel is bevestigd en verwijder het deksel;
- draai de klembout los waarmee de hendel op de vorkas is bevestigd, verwijder de hendel en verwijder de sleutel;
- draai de twee bouten van de busflens los en verwijder deze;
- verwijder de ontkoppelingsvork door deze eerst naar links te schuiven en naar beneden te kantelen.
Het koppelings-/krukassamenstel is in de fabriek dynamisch uitgebalanceerd. Om het evenwicht te behouden, moeten markeringen worden aangebracht op het vliegwiel en de drukplaatafdekking voordat de koppeling van het vliegwiel wordt verwijderd. Hierdoor kunnen ze tijdens de montage in dezelfde positie worden geïnstalleerd zonder de fabrieksbalans te verstoren.
Verwijder de bouten waarmee het deksel van de drukplaat aan het vliegwiel is bevestigd. Als u de bytes losschroeft, moet u het vliegwiel achtereenvolgens draaien. De schroeven moeten geleidelijk worden losgedraaid om vervorming van de behuizing te voorkomen.
Verwijder de drukgroep, verwijder de koppelingsplaat.
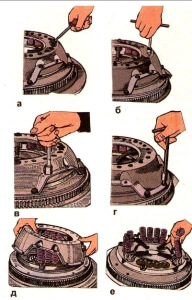
Demontage van de drukplaat. Voordat met demontage wordt begonnen, is het noodzakelijk om de relatieve positie van alle koppelingsdelen te markeren. Gebruik voor het demonteren van de drukplaat het hulpvliegwiel en de staalplaat van 9,8 mm. vervangende aangedreven schijf. In plaats van de stalen schijf kan ook een willekeurig stijf afstandsstuk van de opgegeven maat worden gebruikt. Indien nodig kunnen verschillende apparaten met snelspanners worden gebruikt om de drukplaat te demonteren, maar met de verplichte installatie van de drukplaatbehuizing op acht centreerpennen of bouten, gevolgd door het aandrukken van de behuizing met de poten.
Om de koppelingsdrukplaat te demonteren, moet u het vliegwiel op een werkbank installeren, een stalen schijf op het werkoppervlak van het vliegwiel plaatsen, de drukplaatconstructie met een behuizing erop installeren en deze op het vliegwiel bevestigen met gecentreerde langwerpige bouten. De bouten moeten 10-12 mm langer zijn dan de normale motorkapbouten.
Het wordt aanbevolen om de drukplaat in de volgende volgorde te demonteren. Maak de splitbouten van de steunplaten los, schroef ze los en verwijder de platen van het koppelingsdeksel. Draai de stelmoeren los met een speciale sleutel.
Draai de bouten los waarmee de gepaarde veerplaten zijn bevestigd en verwijder de geleidebussen uit de gevormde gaten van deze platen. Draai vervolgens geleidelijk alle bouten los waarmee de behuizing aan het vliegwiel is bevestigd totdat de drukveren volledig vrij zijn van compressie, en draai vervolgens al deze bouten volledig los. Verwijder deksel, drukveren en warmte-isolerende ringen.
Markeer de positie van elke ontkoppelingshendel ten opzichte van de drukplaat, ontkoppel en verwijder de pennen die de hendels verbinden met de drukplaat, verwijder de hendels compleet met steunvorken, verwijder de rollen uit de hendels. Maak de pennen los die de hendels verbinden met de steunvorken, verwijder de vorken van de hendels en verwijder de rollen uit de hendelhouders. Verwijder de drukplaat van het hulpvliegwiel.
Bij afwezigheid van extra verlengde bouten kan de drukplaat op de volgende manier gedemonteerd worden.
Installeer de drukplaatmontage op het vliegwiel met een stalen onderschijf van 9,8 mm. en zet vast met normale bouten.
Maak de splitpennen los en draai de bouten los waarmee de basisplaten zijn bevestigd, verwijder de platen uit de behuizing. Draai de bouten los waarmee de gepaarde veerplaten zijn bevestigd en verwijder de geleidebussen uit de gevormde gaten in de platen.Draai de stelmoeren los en laat ze op de vorken zitten (ongeveer de helft van de hoogte van het schroefdraadgedeelte van de moer); draai vervolgens alle normale bouten los waarmee het koppelingsdeksel op het vliegwiel is bevestigd, en druk vervolgens met de hand op de behuizing, draai tenslotte de stelmoeren los en rol ze in paren vanaf weerszijden van de behuizing totdat de veren volledig vrij zijn van compressie. Verwijder vervolgens: het koppelingsdeksel, drukveren, warmte-isolerende ringen, ontkoppelingshendels en drukplaat van het vliegwiel.
Nadat de koppeling is gedemonteerd, is het noodzakelijk om de onderdelen in een ontvettingsoplossing te spoelen, hun geschiktheid te controleren en, indien nodig, de onbruikbare onderdelen door nieuwe te vervangen.
In dit artikel zullen we bekijken wat de belangrijkste details zijn koppeling ZIL 130 en hoe de mandpoten versteld kunnen worden.
Hoe automobilisten en ambachtslieden elkaar noemen "Mand" heeft een officiële technische naam - aandrijfdruk schijf... Het is ontworpen om het koppel van het vliegwiel van de motor over te brengen naar: koppelingsplaat... Voor de bediening van de drukplaat is de mand voorzien van een gietijzeren behuizing, waarmee het gehele mechanisme aan het vliegwiel is vastgeschroefd.
Onder de behuizing bevinden zich zestien veren. Door hun inspanningen wordt druk uitgeoefend. Om de koppeling te ontkoppelen, heeft de drukplaat vier uittrekhendels (in het jargon "poten").
Stalen schijf met aan beide zijden frictievoering (in het jargon "feredo" van het woord ferodo, wat wrijvingswarmtebestendig composietmateriaal betekent). De pads zijn bevestigd met klinknagels. Als je een apparaat en vervangbare feredo's hebt, kunnen ze worden vervangen om de prestaties van de schijf te herstellen.De onderstaande foto toont de dikte van de frictievoeringen op de nieuwe schijf.
Tijdens bedrijf, als gevolg van wrijving en thermische overbelasting, wordt de schijf gewist en onbruikbaar. Ook het dempergedeelte is beschadigd (veren vliegen eraf) en de geleidingsspiebanen slijten en ook de stalen voet van de schijf scheurt.
Een demper en een sleufgat bevinden zich in het centrale deel van de schijf, die in de spiebanen van de ingaande as van de versnellingsbak passen. Het dempergedeelte met acht veren dient als demper.
Loslager vast op de koppeling, die aan beide zijden aanslagen heeft. Met deze aanslagen kan de koppeling met het lager worden verplaatst met behulp van: ontkoppelingsvorken... Door het koppelingspedaal in te trappen, beweeg je deze vork. Zij beweegt op haar beurt de "release" naar de "mand", waar het lager tegen de release-hendels rust. De hendels duwen de aandrijfschijf weg van de volger en de koppeling wordt ontkoppeld zolang u het koppelingspedaal ingedrukt houdt. Een gedetailleerd schema van de koppelingsaandrijving en een handleiding voor het afstellen van de vrije slag van het koppelingspedaal vindt u in ons artikel - Vrije slag van het koppelingspedaal zil 130. Afstelling.
Zo is de ZIL 130-koppeling op de meest eenvoudige manier opgesteld, zonder pneumatische hydraulische boosters en met één aangedreven schijf. (Bij KamAZ, MAZ en KrAZ worden bijvoorbeeld twee aangedreven schijven gebruikt waartussen een tussenplaat is gemonteerd en wordt de loskracht verhoogd met behulp van de STEG).
Demontage gebeurt het gemakkelijkst op een kijkgracht met een speciale lier voor het verwijderen van de versnellingsbak. Ontmantelingsprocedure:
- Verwijder de vier moeren waarmee de versnellingsbak aan de motorkap is bevestigd.
- Ga weg van de motor, trek de versnellingsbak van de bevestigingsbouten en laat deze met een lier op de pallet zakken. Er komt een druklager op de ingaande as van de versnellingsbak.
- Verwijder de acht drukplaat-naar-vliegwielbouten.
- Houd de aangedreven schijf (die tussen het vliegwiel en de mand zit) voorzichtig vast en verwijder de drukschijf.
Daarna kunt u de staat van de onderdelen inspecteren: het werkoppervlak van de drukplaatpoten, de slijtage van de wrijvingsvoeringen van de aangedreven schijf evalueren. Het werkende druklager moet gemakkelijk kunnen draaien zonder vreemde geluiden te produceren.
De mandpoten worden afgesteld na reparatie of vervanging van de hierboven besproken koppelingselementen. Betrouwbare en langdurige koppelingsprestaties zijn afhankelijk van correct geplaatste hendels. De belangrijkste taak is om het werkoppervlak van de hendels op een bepaalde afstand van de drukplaat en altijd in hetzelfde vlak te vinden om scheeftrekken te voorkomen.
Voor afstelling is een hulpvliegwiel nodig, dat bij demontage kan worden gekocht.
Zonder de gemonteerde koppelingsdrukplaat (mand) van het hulpvliegwiel (gebruikt als een apparaat) te verwijderen, is het noodzakelijk om de positie van de hendels ten opzichte van het werkoppervlak van de drukplaat aan te passen.
Draai de stelmoeren met een sleutel en zet alle hendels in een zodanige positie dat afstand van het werkoppervlak van de drukplaat tot de toppen van de bolvormige uitsteeksels aan de binnenste uiteinden van de hendels was binnen 39,7-40,7 mm... In dit geval moeten de uiteinden van de hendels in hetzelfde vlak evenwijdig aan het werkoppervlak van de drukplaat liggen met een nauwkeurigheid van 0,5 mm, niet meer.
Na het afstellen van de koppeling is het noodzakelijk om de bouten van de steunplaten vast te draaien (aanhaalmoment 1,0-1,5 kgm). Speld vervolgens de bouten (figuur acht) met een zachtgegloeide staaldraad met een diameter van 1 mm.
| Video (klik om af te spelen). |
Draai de schroefdraadverbinding van de stelmoer op één punt vast met het schroefdraaduiteinde van de vork.
Draai de bouten los waarmee de kap aan het hulpvliegwiel is bevestigd en verwijder de drukplaatconstructie met de kap. Draai in dit geval alle bouten geleidelijk en opeenvolgend los om vervorming van het koppelingsdeksel te voorkomen.













