
In detail: doe-het-zelf plunjerpaarreparatie van een echte meester voor de site my.housecope.com.
Gebruik: herstel van versleten oppervlakken van precisieonderdelen, zoals plunjerparen van hogedrukbrandstofpompen. De essentie van de uitvinding: op een versleten plunjer worden steunvlakken gevormd in de vorm van cilindrische riemen, die gelijkmatig langs de as van de plunjer zijn geplaatst, en gesloten stroken langs de omtrek van de afgesneden groeven. De breedte van de strips en riemen wordt gekozen binnen 3-4 mm met hun totale oppervlakte van 46-56% van het plunjergebied. De steunvlakken worden gevormd door elektro-erosie aanbrengen van een tweelaagse coating met plastische vervorming van het oppervlak van de eerste laag van de coating, bijvoorbeeld slijtvast vanaf VK 8, voordat de tweede laag antifrictiemateriaal wordt aangebracht, bijvoorbeeld, uitgevoerd met een koper-grafietelektrode, na het coaten wordt de plunjer in een gietijzeren lap gewreven met toevoeging van een schurende pasta. Het herstelde paar wordt gebruikt in plaats van het nieuwe. 1 ziek.
De uitvinding heeft betrekking op een werkwijze voor elektro-erosieherstel van versleten oppervlakken van precisieonderdelen en kan worden gebruikt in de machinebouw en reparatie van machines voor het herstellen van plunjerparen van hogedrukbrandstofpompen (HPP).
Er is een bekende methode voor het herstellen van het werkprofiel van onderdelen die werken onder ongelijkmatige slijtage, volgens welke een beschermende laag vooraf wordt aangebracht op het werkoppervlak van het profiel van de onderdelen, waarvan de dikte de beperkende is voor de geselecteerde elektro-erosieve modus (av.c. CCCP N 698746, klasse B 23 N 9/00, 1979).
Het nadeel van deze methode is dat de maximale laagdikte voor de geselecteerde elektro-erosieve modus wordt gekenmerkt door de concentratie van defecten en resterende trekspanningen, wat ongewenst is bij het koppelen van delen van precisieparen.
| Video (klik om af te spelen). |
Het dichtst bij de voorgestelde technische oplossing is een methode voor het herstellen van plunjerparen, inclusief de vorming van een steunoppervlak op de plunjer in de vorm van cilindrische riemen met het aanbrengen van een antifrictiecoating (ed. N 1715864, C 21 D 1 /78, 1992).
De bekende werkwijze geeft geen volledig herstel van de levensduur en bedrijfsparameters van het plunjerpaar.
De basis van de uitvinding is de taak van het implementeren van een dergelijke werkwijze die de hulpbron van het plunjerpaar zou vergroten, mettertijd het proces van het inlopen van passende oppervlakken zou intensiveren door de kwaliteit van de restauratie te verbeteren.
Het probleem wordt opgelost door het feit dat bij de werkwijze voor het herstellen van het plunjerpaar, inclusief de vorming van het steunoppervlak op de plunjer in de vorm van cilindrische riemen met het aanbrengen van een antifrictiecoating, volgens de uitvinding, de cilindrische riemen zijn gelijkmatig langs de as van de plunjer gerangschikt en vormen extra steunvlakken in de vorm van gesloten stroken langs de omtrek van de afgesneden groeven, terwijl de breedte van de stroken en cilindrische riemen binnen 3-4 mm wordt gekozen met hun totaal gebied van 46-56% van het plunjeroppervlak, de ondersteunende oppervlakken worden gevormd door elektro-erosieve toepassing van een tweelaagse coating met plastische vervorming van het oppervlak van de eerste coatinglaag voordat de tweede, antifrictielaag wordt aangebracht.
De voordelen van de toegepaste methode zijn dat het aanbrengen van de onderste laag van de coating gemaakt van slijtvast materiaal en de bovenste van het antifrictiemateriaal niet alleen een hoge slijtvastheid biedt, maar ook goed slijpen en inlopen; oppervlaktekunststofbehandeling van de onderste laag voor het aanbrengen van de bovenste laag zorgt voor een goede hechting van de laag op het substraat, een verandering van interne trekspanningen naar interne drukspanningen en uniforme verdeling van de dikte van de coatinglaag.
Het aanbrengen van de coating in de vorm van gelijkmatig verdeelde strepen en langs de omtrek van de afgesneden groef zorgt voor de vorming van micro-inkepingen die overeenkomen met het doel van de labyrintafdichtingen.
De waarden van het dekkingsgebied binnen 46-56% van het totale herstelgebied met een coatingstreepbreedte van 3-4 mm worden bepaald door aanvullende experimentele onderzoeken en zorgen voor een voldoende grootte van het ondersteunende oppervlak en de dichtheid van het plunjerpaar .
De tekening toont een algemeen aanzicht van het geassembleerde plunjerpaar, gerestaureerd volgens de geclaimde methode. Het plunjerpaar omvat: plunjer 1, plunjerhuls 2, afgesneden groeven 3, axiaal gat in plunjer 4, diametraal gat in plunjer 5, inlaatgat in huls 6, bypass-gat in huls 7, plunjerwerkoppervlakcoating bestaande uit lagere slijtage -bestendige laag 8 en de bovenste antifrictielaag 9.
Een voorbeeld van een specifieke implementatie van de methode.
Op de versleten hogedruk-brandstofpompplunjers van KamAZ-740-dieselmotoren van ShKh15-staal is een slijtvaste coating aangebracht op plaatsen boven de afgesneden groef, onder de afgesneden groef, langs de randen van de snede -off-groef met een slijtvaste legeringselektrode gemaakt van VK8-materiaal onder de volgende modi: stroom I 0,8 A, stroomfrequentie f 200 Hz, dopingtijd 
= 1 min / cm 2 met de vorming van een coatingstreepbreedte van 3-4 mm en een totale oppervlakte van de gevormde coating Fsp. 46-56% van het herstelgebied van de plunjer met een uniforme opstelling van coatingstrips op het herstelde oppervlak.
Na het aanbrengen van de coating worden de herstelde oppervlakken van de plunjer behandeld met een speciale drierols runner met een rolkracht van 100 kgf. Het opnieuw coaten van dezelfde gebieden wordt uitgevoerd met een antifrictie gelegeerde koper-grafietelektrode bij I 1,2A, f 200 Hz,
= 1 min / cm2 ..
Na het vergroten van de buitendiameter van de plunjer in secties 8, 9, wordt deze in een gietijzeren lap gewreven met toevoeging van een schuurpasta en vervolgens in combinatie met de plunjerhuls 2 met een schuurpasta. Daarna wordt het op deze manier herstelde plunjerpaar gebruikt in plaats van een nieuw.
De studie om de afhankelijkheid van de bedrijfstijd in uren van het herstelde plunjerpaar te bepalen terwijl de operationele brandstoftoevoer op de breedte van de strook van de gevormde coating werd gegarandeerd, werd uitgevoerd op een speciale STAR-12F-standaard voor de cyclische brandstoftoevoer de levensduur van minimaal 2500 uur coatings vanaf 3 mm is stabiel werk gegarandeerd. De beperking van de maximale breedte van de bestratingsstrook van 4 mm wordt bepaald door de economische haalbaarheid.
De studie om de afhankelijkheid van de bedrijfstijd in uren van het herstelde plunjerpaar te bepalen met behoud van de coatingstrookbreedte van 3-4 mm en zorgen voor de operationele brandstoftoevoer afhankelijk van de verhouding van het totale oppervlak van de gevormde coating (Fcoating ) naar het plunjerrestauratiegebied (Fplunger) werd uitgevoerd op een speciale STAR-standaard -12F voor een cyclische brandstoftoevoer met een levensduur van ten minste 3000 uur van de gevormde coatingstrips van 3-4 mm met hun uniforme plaatsing op het te repareren oppervlak en overeenkomt met de hulpbron van het nieuwe plunjerpaar.
Werkwijze voor het herstellen van een plunjerpaar, waarbij de vorming van een steunvlak op een plunjer in de vorm van cilindrische banden het aanbrengen van een antifrictiecoating omvat, met het kenmerk dat de cilindrische banden gelijkmatig langs de as van de plunjer zijn aangebracht en extra steunvlakken vormen in de vorm van gesloten banden langs de omtrek van de afgesneden groeven, terwijl de breedte van de banden en cilindrische banden binnen 3-4 mm wordt gekozen met hun totale oppervlakte 46 tot 56% van het plunjeroppervlak , worden de steunoppervlakken gevormd door elektro-erosieve toepassing van een tweelaagse coating met plastische vervorming van het oppervlak van de eerste coatinglaag voordat de tweede, antifrictielaag wordt aangebracht.

Laten we beginnen met de kleinste, wat is een plunjer? Een plunjer is een soort zuiger die is gemaakt in de vorm van een cilinder, waarvan de lengte groter is dan de diameter. In dieselvoertuigen en brandstofapparatuur zijn de zogenaamde plunjerparen wijdverbreid. Het plunjerpaar bestaat uit een plunjer en een huls.
Het plunjerpaar is een van de belangrijkste onderdelen van de hogedrukbrandstofpomp of kortweg de injectiepomp. De hogedrukbrandstofpomp markeert en levert de benodigde hoeveelheid brandstof op het juiste moment aan de motor. Het levert het ook onder een bepaalde druk en wordt geleverd aan de motorcilinders. Om brandstoflekkage bij hoge druk door de opening tussen de huls en de plunjer te voorkomen, is de opening zeer klein gemaakt, slechts 1-3 micron. Plunjer en huls zijn gemaakt van hoogwaardig staal, gehard tot hoge sterkte, wat resulteert in een nauwkeurig paar onderdelen van hoge kwaliteit dat niet afzonderlijk kan worden gewijzigd.
Voor plunjerparen is de aanwezigheid van water in dieselbrandstof destructief, omdat wanneer het in de opening van precisieonderdelen komt, de brandstoffilm die het paar op de wrijvende oppervlakken smeert, wordt verbroken en de plunjer enige tijd zonder smering loopt. Als gevolg hiervan worden zogenaamde "aanvallen" op de oppervlakken gevormd, waardoor ze vastlopen. Welnu, het binnendringen van water zelf is bekend waar vandaan, het is dieselbrandstof van lage kwaliteit, en water draagt ook bij aan de corrosie van de voering en plunjer, dit leidt tot een onmiddellijke reparatie van de plunjers.
Naast water ontstaan er ook vrij vaak problemen als gevolg van microscopisch kleine stofdeeltjes die de brandstof binnendringen, het werkt als een schurend hulpmiddel en beschadigt ook het plunjerpaar in de pomp. Door het binnendringen van verschillende onzuiverheden in het mechanisme van het plunjerpaar, treedt ook blokkering en verstoring van de pomp en motor van de auto op, dit alles leidt tot reparaties.
Het plunjerpaar van de hogedrukpomp is een uiterst nauwkeurig mechanisme en om defecten te voorkomen, is het noodzakelijk om het plunjerpaar regelmatig te diagnosticeren en hoogwaardige brandstof te gebruiken.
Om het plunjerpaar van de hogedrukpomp te diagnosticeren, is het noodzakelijk om speciale apparatuur te hebben waarmee u de mate van slijtage en de productie van het plunjerpaar kunt controleren, en pas dan, indien nodig, het vervangen door een nieuw exemplaar of het herstellen . Reparatie van het plunjerpaar bestaat uit de volledige restauratie van de geometrische parameters van de huls en de plunjer zelf. De hoes wordt door mechanische bewerking opgeknapt. De plunjer wordt gerepareerd door er slijtvast hardchroom op aan te brengen. Alleen in een garage zonder apparatuur, d.w.z. op een ambachtelijke manier is het onmogelijk om de plunjers te repareren.
Registreer om een account te krijgen. Het is makkelijk!
Al geregistreerd? Meld je hier aan.

Hallo beste forumgebruikers!
Dit soort vraag/probleem.
Hyundai Terracan 2.9 crdi, de koelvloeistof links, reed de auto naar de service, er zijn "specialisten" (om de waarheid te zeggen, de stad is klein en specialisten in
We hebben bijna geen Hyundai) ze zeiden dat de lekkage te wijten was aan de pomp, de pomp is vervangen, we rijden niet vaak met de auto, dus pas na een paar maanden
merkte dat het probleem niet uitgeput is en de koelvloeistof nog steeds verdwijnt en je moet bijvullen. Ze reden weg naar een andere dienst, ze zeiden dat het lek onder de "motorkap vooraan" vandaan kwam en dat het noodzakelijk was om de pakking te vervangen, die "af en toe uitknijpte / werkte". ), hiermee rekening houdend en het feit dat de service niet weet of het nodig is om de motor te demonteren (ze hebben dit werk nog niet gedaan), heb ik de volgende vragen.
1. Moet ik de motor verwijderen om deze pakking te vervangen, "onder de voorkap van de motor", of kan deze worden vervangen zonder deze te verwijderen?
Als ik de wizard goed heb begrepen - die het me uitlegde, lijkt het de ramen van het koelsysteem te "sluiten", en zich onder of rond de pomp te bevinden. - (Ik heb recentelijk een ondersteunde auto gekocht, dus het is zwak in het repareren ervan en andere dingen)
2. Kan men kopen en wordt het apart verkocht?
Of koop je een set en vervang je alles, of neem je een set en wissel je er maar één? - ze adviseerden om de originele kit te kopen, is deze veel beter dan de "niet-originele"?
3.Zoals ik het begrijp is de kans groot dat de oude pomp in orde is en redelijk functioneel is, met een visuele inspectie kan ik dit op de een of andere manier vaststellen, of vraag het gewoon aan een specialist?
ps. Bij voorbaat dank voor uw antwoorden, als ik een onderwerp op de een of andere manier verkeerd heb aangemaakt, of in de verkeerde sectie, bied ik mijn excuses aan aan de administratie en, indien mogelijk, bewerk / verplaats ik naar de gewenste.
ps2. Op internet voor een verzoek om een omslag, zo bleek, is zij het?
Voor de eerste keer dat ik naar het forum schrijf, vraag ik je om te reageren met een verzoek aan de nieuwe (niet ervaren) eigenaar Terrik en hem te vergeven dat hij het technische gedeelte niet kent!
Het probleem begon met de komst van hitte, ik hoorde dat er een nieuw geluid verscheen in de achterkant van de auto (eerst zondigde ik op het rubber), het bleek niet te zijn.
Ik kwam naar de officiële service, de meester tilde de auto op, zei dat voor de vervanging van de semi-aslagers, die ik met succes bestelde met behulp van het forum (ze weigerden me daar te vervangen, omdat ze de kwaliteit niet konden garanderen van de reparatie en zeiden dat ze de halfas al hadden gebroken)
Ingeschreven voor een vervanger in een ander kantoor. Bij aanvang van de service bleek dat dit geen halfaslagers waren, maar de lagering van het aandrijftandwiel van de achteras (schacht), ze verdraaiden met hun handen de cardan en voelden een lagerstoring.
Dus ik wil je vragen, ben je dit probleem tegengekomen en heb je gelijk op de service?
Zo ja, vertel me wat er verandert parallel aan het schachtlager (LSD-brug), wat zijn de catalogusnummers.
bijgevoegde plunjermarkering en pakkingreparatieset voor mijn 4JG2. Links spuiten. De meesters zeiden dat het bij mij zou passen van Surf, Delica. Zo ging het eigenlijk niet.
Moet ik de schacht zelf smeren met goyapasta en het tempo maken?
Plunjers voor deze motor in winkel 5. Ik kreeg het advies om de oude mee te nemen en op te halen. Degene die is voor delica, surf, bighorn 9600, dan in opkomst 10800, 12000. Mijn liefste 14500 roebel. Uit Japan werd het geschat op de plaat (in een andere winkel) - 9600 roebel. Maar ik raakte in de war toen de verkoper zei dat ze op alle 4JG2's hetzelfde zijn.
Wat is Goya-pasta? Dood de zuiger. Vertrouw dit bedrijf toe aan ambachtslieden met een normale standaard, ik raad je niet aan om zelf te klimmen. Er zijn vast geen ambachtslieden in Joezjno-Sachalinsk. Plunjerparen worden al in de vereiste maat gelept verkocht - de pasta zal alleen de opening vergroten, de druk zal dalen en de stoom zal naar de vuilnisbelt gaan. Bijvoorbeeld, ten dienste van mijn broer, worden vóór montage de pomp en stoom grondig gewassen, alle elastiekjes en koperen ringen in de pomp (ja, ze zijn wegwerpbaar), de oliekeerring wordt vervangen en vervolgens "loopt" de gemonteerde pomp een tijdje op de stand wordt de druk gemeten, de start "dosis brandstof", de afstelling wordt uitgevoerd, enz. enzovoort.
En het prijskaartje is ongeveer 7-10 roebel voor alles. 's Ochtends met de auto gereden,' s middags opgehaald - ze zullen de pomp verwijderen / installeren, de plunjer vervangen, het als een horloge afstellen, indien nodig - de distributieriem vervangen, oliekeerringen voorhoofd, de sproeiers controleren, de mondstukken (allemaal tegen een meerprijs). Het plunjerpaar is inbegrepen in dit geld (teruggevonden met chroom van een vergelijkbare pomp en wat de tegenstanders van deze methode ook zeggen - ik heb zelf 4 jaar geschaatst en ik denk er niet eens aan om in de pomp te klimmen, ik heb zojuist de elastiekjes vervangen een maand geleden, omdat de ring op de trekker versleten was en de pomp begon te lekken - 30 minuten werking).
PS: Het belangrijkste is om het filter op tijd te vervangen en het solarium van onbekende oorsprong niet in te vullen.
Technologisch proces reparatie van plunjerparen door de methode van chemisch vernikkelen omvat de volgende bewerkingen:
- wassen, controleren en sorteren van onderdelen;
- machinale bewerking van plunjers en hulzen;
- chemisch vernikkelen van plunjers;
- verwerking van plunjers na verlenging;
- selectie en onderling slijpen van onderdelen;
- controle en acceptatie van paren.
Spoelen, regelen en sorteren van plunjerparen... De controle en sortering van plunjerparen bestaat uit een uitwendig onderzoek van onderdelen en een dichtheidstest. Bijzondere aandacht moet worden besteed aan het identificeren van corrosie. Als er sporen van corrosie of langsmarkeringen worden gevonden, worden de onderdelen gerepareerd.Plunjersamenstellen met een glad loopvlak worden getest op dichtheid. Plunger koppels, waarvan de dichtheid lager is dan de norm, zijn onvoltooid; plunjers en hulzen worden opgestuurd voor reparatie.
Plunjerbewerking... Om het werkoppervlak de juiste geometrische vorm te geven, evenals om de slagen en risico's weg te nemen, worden de onderdelen onderworpen aan mechanische bewerkingen (voorbereiding en afwerking). Het voorlopige leppen van het werkoppervlak van de plunjers met een gietijzeren lep wordt uitgevoerd op een speciale afwerkkop of een draaibank.
Bewerking van de mouw... Het machinaal bewerken van de huls omvat de volgende bewerkingen:
- voorlopig leppen van het gat;
- fijn leppen van het gat;
- het eindoppervlak leppen;
- controle en sortering van onderdelen in groepen.
Chemisch vernikkelen van plunjers... De oppervlakken van de plunjer, die niet onderhevig zijn aan chemische vernikkeling, worden bedekt met een dunne en continue laag PVC-lak en gedroogd in een oven bij een temperatuur van 30-40 ° C. Om een goede hechting van de legering te garanderen, moet de oppervlak van het onderdeel is grondig ontvet met benzine en calcium-magnesiumkalk.
Post-build verwerking... Indien nodig worden de onderdelen ingewreven om het werkoppervlak een meer regelmatige geometrische vorm te geven. De schoot moet vrij langs de as van de plunjer kunnen bewegen bij 150-200 tpm van het onderdeel. Bij de verwerking wordt aanbevolen om een dunne GOI-pasta te gebruiken. Na grondig spoelen in benzine worden de onderdelen gemeten en gesorteerd in groepen volgens de grootte van de diameters van de werkoppervlakken met een interval van 2 micron.
Selectie en wederzijds lappen... Na de laatste bewerking worden de plunjers geselecteerd en op de hulzen gemonteerd. De plunjer moet ongeveer de lengte van de loopband in de huls passen. Onderling slijpen van onderdelen wordt uitgevoerd bij 150-200 rpm van de spil. In dit geval wordt een dunne pasta van Indiase overheid of aluminiumoxide gebruikt. Beweeg de sleeve soepel en zonder druk langs de plunjer. Het einde van de afwerking kenmerkt zich door een meer vrije beweging van de huls over het gehele geleidingsoppervlak.
Klaar dampen worden gewassen in benzine en geblazen met perslucht.
Controle en acceptatie van paren... De kwaliteit van lepvlakken wordt bepaald door visuele inspectie en door het controleren van de soepele beweging van de plunjer in de huls. De stoom wordt vervolgens getest op dichtheid.
De overlappende oppervlakken van de plunjer en de huls moeten een gelijkmatige glans hebben, de aanwezigheid van de kleinste streken die nauwelijks zichtbaar zijn voor het oog is toegestaan.
Na het spoelen van de onderdelen in dieselbrandstof moet de plunjer, 40-50 mm uit de huls uitgeschoven, in verticale positie, onder zijn eigen gewicht, tot aan de aanslag tegen de kopse kant van de huls zakken. Lokale weerstanden, remmen en vastkleven van de plunjer in de huls zijn niet toegestaan.
De dichtheid van de plunjerparen wordt bepaald door druktesten met een mengsel van MT-16P olie en dieselbrandstof met een viscositeit van 10 cc bij 50°C.
Dampen worden getest onder een druk van 300 kg/cm2 bij een vloeistoftemperatuur van 18-20 °C.
Op de rijst. 164 een apparaat voor het krimpen van plunjerparen wordt getoond. Het testpaar is geïnstalleerd in een speciale verwijderbare sleeve 3, waarin de sleeve met een schroef is vastgezet. De verwijderbare huls heeft groeven voor het installeren van de plunjer langs de rotatiehoek ten opzichte van de voeringvensters in de positie van maximale brandstoftoevoer. Het bussamenstel met het geteste paar wordt in de bus van de behuizing 9 van het apparaat geïnstalleerd.
Het uiteinde van de huls is afgedicht met een omwikkelde hiel 8 en geklemd met een schroef 6 door de staaf 7. Het gewicht 12 door het systeem van hefbomen 1 en de duwer 2 beweegt de plunjer omhoog. Hefboom 5 wordt gebruikt om de lading naar de bovenste positie te tillen en grendel 11 wordt gebruikt om deze vast te zetten. Een speciale hefboom 10 is ontworpen om de plunjer naar beneden te bewegen tijdens het opnieuw testen.
Rijst. 164. Inrichting voor het krimpen van plunjerparen.
Het paar wordt in de volgende volgorde getest. De belasting wordt in de bovenste positie gefixeerd, de bus van het apparaat, samen met het plunjerbed, wordt in de behuizing van de behuizing geïnstalleerd, het uiteinde van de huls is afgedicht en de holte boven de plunjer wordt gevuld met persmengsel, waardoor de klep wordt geopend 4 van de pijplijn.Dan wordt de lastgrendel neergelaten. Onder invloed van de belasting comprimeert de plunjer het mengsel tot een druk van 300 kg / cmg en, naar boven bewegend, knijpt het geleidelijk uit door de opening van het testpaar. De duur van de val van de lading, waarmee de dichtheid van het paar wordt bepaald, wordt genoteerd door de stopwatch. Elk paar wordt 3 keer gekrompen. De tests worden als correct beschouwd als het verschil tussen de verkregen gegevens van de twee experimenten niet groter is dan 3 seconden. Als het verschil groter is, moet de stoom worden gespoeld in schone dieselbrandstof en opnieuw worden getest.
De gereviseerde plunjerassemblages worden op basis van hun dichtheid in drie groepen gesorteerd. De eerste groep omvat paren met een krimptijd van 6-10 sec., De tweede - 10-15 sec. en bij de derde 15-20 sap. Elke pomp is uitgerust met plunjerparen van dezelfde dichtheidsgroep.
Dampen die niet voldoen aan de technische voorwaarden qua dichtheid worden opgestuurd voor heruitrusting. Bij een lichte aanslag wordt het plunjerpaar opnieuw grondig gewassen in schone dieselbrandstof en weer onder druk gezet.
Voor een systematische controle van de staat van de stand wordt gebruik gemaakt van controle- en referentieparen. Daarnaast wordt voor elke stand een bedieningshuls geproduceerd. Met behulp van deze bus worden twee plunjerparen geselecteerd uit het aantal nieuwe onderdelen, waarvan de dichtheid overeenkomt met de krimptijd 6; 10 en 20 sec. De selectie van plunjerballen wordt uitgevoerd bij een temperatuur van 18 ° C met behulp van een standaardmengsel. De controleparen zijn gemarkeerd: "K-6 sec"; К-10 sec "en" К-20 sec ". Deze dampen worden opgeslagen in de OTK-fabriek.
Voor referentieonderdelen wordt de volgende markering gebruikt: "E-6 sec"; "E-10 sec" en "E-20 sec". Deze paren worden gebruikt door de werkplaatsbegeleider.
Het toelaatbare verschil in dichtheid tussen de referentie- en controleparen is 0,5 sec. voor koppels met een dichtheid van 6 en 10 sec. en 1 sec. voor koppels met een dichtheid van 20 sec.
Dagelijks aan het begin van de werkzaamheden, evenals na het vullen van de standtank met een vers mengsel, wordt de dichtheid van de referentieparen op de standwerkhuls gemeten.
De aflezingen van de standaard worden als correct beschouwd als de verkregen dampdichtheid niet meer dan 1 sec verschilt van de nominale (aangegeven op het referentiepaar). voor koppels met een dichtheid van 6 sec., gedurende 2 sec. voor koppels met een dichtheid van 10 sec. en pa 4 sec. voor koppels met een dichtheid van 20 sec. Als het verschil in meetwaarden groter is dan de aangegeven waarden, wordt het referentiepaar vergeleken met de controlehuls. Het toegestane verschil in aflezingen bij het testen van het referentiepaar op de besturings- en werkbussen mag niet meer dan 0,5 sec bedragen. voor koppels met een dichtheid van 6 en 10 sec. n 1 sec. voor koppels met een dichtheid van 20 sec. Als het verschil in de testresultaten groter is, worden de werkbus van de standaard en de afdichthiel vervangen door nieuwe onderdelen. Twee keer per maand wordt het referentiepaar vergeleken met het referentiepaar op de referentiehuls.
Na het sorteren in groepen worden de plunjerparen gebrandmerkt. Onderdelen die bedoeld zijn voor langdurige opslag zijn ingeblikt. Hiervoor wordt het plunjerpaar gewassen in pure benzine, gedroogd, gefixeerd in een speciaal frame en ondergedompeld in een bad met luchtvaartolie bij een temperatuur van 110-120 ° C. Na het stoppen van de toewijzing van schuim, wordt het frame met de details verwijderd. Nadat de olie van het oppervlak van de onderdelen is afgetapt, laat het frame 2-3 sec. ondergedompeld in een bad met een mengsel van conserveermiddelen dat 100 g paraffine per 1 kg luchtvaartolie bevat. De temperatuur van het mengsel is 75-85 ° .
Na conservering wordt elk paar verpakt in perkamentpapier of azocerietpapier en in een doos geplaatst.
Aandacht! Autoservicenetwerk met gunstige prijzen. Cambercheck is GRATIS! Geen wachtrijen! Reparatie dezelfde dag nog!
Onderwerp downloaden / afdrukken
Download een thema in verschillende formaten, of bekijk een printbare versie van het thema.
De hogedruk brandstofpomp is een essentieel onderdeel van elke dieselmotor. Door dit mechanisme wordt de brandstof niet alleen een vloeistof, maar een brandstof-luchtmengsel. Een onderdeel zoals een plunjerpaar werkt ook in op de werking van de pomp. Zij is verantwoordelijk voor de brandstofvoorziening en -distributie.
Er zijn twee hoofdonderdelen in het ontwerp van dit element: de plunjer en de huls.
De plunjer bestaat uit een kleine cilindrische zuiger. Als de pomp draait, beweegt de plunjer in de huls. Door op en neergaande bewegingen uit te voeren, zuigt de plunjer brandstof aan en wordt deze afwisselend in de sproeiers van de werkcilinders gepompt, waar deze onder hoge druk in vernevelde toestand ontbrandt. Het plunjerpaar van de hogedrukbrandstofpomp heeft meerdere gaten op de huls waardoor dieselbrandstof wordt aangevoerd voor latere injectie.
Met andere woorden, het belangrijkste doel van het plunjerpaar is om de brandstof nauwkeurig te meten, zodat deze vervolgens in de motorcilinders kan worden gevoerd. Ook helpt dit element de pomp om op het juiste moment brandstof met de juiste druk te leveren. Om alles zonder onderbrekingen te laten verlopen, is het noodzakelijk dat het plunjerpaar aan alle eisen voldoet. Daarom moet het plunjerpaar, waarvan de prijs niet zo klein is, worden geproduceerd op hightech-apparatuur, het is onrealistisch om het thuis te maken.
Plunjerpaar injectiepomp - een complex element, het moet met de nodige voorzichtigheid worden bediend en de noodzakelijke vereisten moeten constant worden nageleefd. Om ervoor te zorgen dat het apparaat soepel en efficiënt werkt, mag alleen brandstof van hoge kwaliteit worden gebruikt. Omdat de brandstofkwaliteit bij onze tankstations te wensen overlaat, is de restauratie van plunjerparen een zeer populaire service.
Brandstof van lage kwaliteit bevat een grote hoeveelheid chemische elementen, wat de duurzaamheid van het plunjerpaar aanzienlijk vermindert. Het meest negatieve effect wordt veroorzaakt door water, dat als condensaat in de brandstof komt. Als er veel water tussen de huls en de plunjer zit, verbreekt de smeerfilm zijn integriteit en werkt het onderdeel zonder smering. Dit kan het onderdeel zo vervormen dat het herstellen van de plunjerparen gewoon niet zal helpen. Het enige dat overblijft is om een plunjerpaar in de winkel te kopen en te proberen alleen te tanken met brandstof van hoge kwaliteit.
Er zijn verschillende tekenen dat een onderdeel defect is. Een daarvan is de weigering van de motor om te starten, vooral wanneer de motor is opgewarmd. Het is mogelijk om te achterhalen of het plunjerpaar van de injectiepomp normaal werkt terwijl de motor draait. We moeten aandacht besteden aan de kwaliteit van zijn werk. Als het plunjerpaar defect is, verliest de motor vermogen en werkt hij met onkarakteristieke geluiden. Bovendien kan de motor met tussenpozen draaien en onstabiel worden. Als er ten minste één symptoom is opgemerkt, is het noodzakelijk om een diagnose te stellen.
Opgemerkt moet worden dat speciale apparatuur wordt gebruikt voor diagnostiek. Daarom is het erg moeilijk om thuis te zeggen of het plunjerpaar defect is of niet. In het tankstation kunnen vakmensen met zekerheid zeggen wat de storing is en de methode om dit op te lossen is afstelling of volledige vervanging. Tijdens de reparatie is speciale apparatuur nodig om de dichtheid van de huls en plunjer te herstellen.
Nu moet worden verteld hoe het plunjerpaar moet worden vervangen. Eerst moet je naar de winkel gaan, een plunjerpaar ophalen en kopen dat op een bepaalde motor past. Het is noodzakelijk om alles te demonteren dat rond de brandstofpomp is verwijderd. Dit is nodig om het oude plunjerpaar zonder problemen te kunnen verwijderen en staat niets in de weg. Vervolgens moet u de voorklep van de motor verwijderen, de moer losdraaien waarmee het aandrijftandwiel is bevestigd en vervolgens alle buizen losdraaien en de brandstofpomp verwijderen. Alle onderdelen die in het vuil zitten, moeten tegelijkertijd worden schoongemaakt. Alleen dan kunt u beginnen met het demonteren van de brandstofpomp, het losschroeven van het plunjerpaar zelf, maar doe dit alleen met uiterste voorzichtigheid en op een speciaal voorbereide plaats met een set van benodigde gereedschappen.
Het is noodzakelijk om de brandstof voorzichtig af te tappen, het oude plunjerpaar te demonteren, de staat van de resterende onderdelen te controleren, namelijk de nokkenring, rollen, de boosterpomp, enz.Daarna kunt u alles in omgekeerde volgorde weer in elkaar zetten, nadat u het plunjerpaar grondig hebt gewassen met dieselbrandstof uit conservering voor installatie.
Om de hoeveelheid brandstof die wordt ingespoten aan te passen, zit er een speciale afsluitlip op de plunjer. Wanneer de beweging van de plunjer omhoog gaat, sluit deze eerst het uitlaatgat, en door deze rand gaat het gat iets open. Het snijden van deze rand gebeurt met een spiraal, zodat wanneer de plunjer wordt gedraaid, de tijd voordat de afsnijding verandert. Om de plunjer te laten roteren en translatiebewegingen te maken, rust deze op de nokkenring en grijpt in met zijn pen. Wanneer de ring draait, roteert deze ook de plunjer en de nokken lopen in de rollen en duwen deze. De plunjer wordt afgesteld met shims van verschillende dikte. Het belangrijkste is om niet te vergeten dat de prijs van een plunjerpaar vrij hoog is, het is een zeer kwetsbaar en complex onderdeel, dus het moet heel voorzichtig worden behandeld.
De werking van een dieselmotor is viertakt, waarbij een brandbaar mengsel van brandstof en lucht wordt gevormd. Ontsteking vindt niet plaats door een vonk, maar door hoge druk, daarom wordt de compressieverhouding van dieselmotoren altijd verhoogd.
Cummins Inc. Is een van 's werelds toonaangevende fabrikanten van dieselmotoren en generatoren. De motoren van dit bedrijf zijn heel verschillend: het vermogen varieert van 30 tot 3600 pk en motorinhouden van 1,5 tot 90 liter.
Er is geen complexere en kritischere eenheid in een dieselmotor dan het brandstofinjectiesysteem, meer bepaald het belangrijkste onderdeel ervan - de hogedrukbrandstofpomp. Veel bijpassende onderdelen, zwaarbelaste eenheden, de aanwezigheid van een nauwkeurig doseersysteem, maken de reparatie van de injectiepomp zelfs onder bedrijfsomstandigheden een moeilijke taak. Des te moeilijker is het om de hogedrukbrandstofpomp van een dieselmotor met eigen handen te repareren.
In de autotechnologie wordt bijna alles gerepareerd, behalve misschien individuele oliekeerringen en manchetten, waarvan de reparatie onmogelijk is zonder speciale materialen. De complexiteit van het instellen, diagnosticeren en repareren van de injectiepomp vereist dat de werknemer vaardigheden heeft in het werken met precisiemechanica.
Het is gewoon onmogelijk om af te stellen volgens de fabrieksparameters, zonder een speciale diagnosestandaard voor de reparatie van de injectiepomp. Tijdens de diagnostische studie van de injectiepomp is het noodzakelijk om te controleren:
- cyclische voeding van de hogedrukpomp, in het gehele toerentalbereik van de injectiepompas, bij het opstarten en na het afsluiten van de brandstoftoevoer;
- stabiliteit van de ontwikkelde druk;
- uniformiteit van de levering van de injectiepomp aan de brandstofinjector.
Zelfs als je toegang hebt tot een diagnosestandaard en de kwestie van het repareren van een hogedrukbrandstofpomp hebt bestudeerd met behulp van talloze video's, is het erg moeilijk om het werk kwalitatief te controleren en te evalueren.
In zware dieselmotoren worden plunjer-in-line injectiepompen gebruikt. Bij onderhoud en reparatie zijn dergelijke apparaten moeilijker, omdat ze speciale apparatuur vereisen voor de demontage, daarom zullen we dergelijke hogedrukbrandstofpompen en hun reparatie niet in overweging nemen.
In een passagiersdieselmotor wordt bijna altijd een injectiepomp van het distributietype gebruikt. In tegenstelling tot in-line pompen, wordt bij een distributiepomp de kracht overgebracht op de plunjer met behulp van een geprofileerde nokkenring. Het ontwerp van de injectiepomp bleek compacter, maar het is nauwelijks eenvoudiger om de reparatie op de knie uit te voeren.
De meest bekende en betaalbare is de Bosh VP44 injectiepomp. Vaak ontstaat de noodzaak om de binnenkant van de pomp te repareren wanneer:
- slechte tractie en onvolledige verbranding van brandstof, zelfs onder ideale omstandigheden - bij afwezigheid van belasting en een grondig opgewarmde motor;
- een plotselinge uitval en stopzetting van een dieselmotor onder belasting, die "death on takeoff" wordt genoemd. Meestal diagnosticeert de scanner in dergelijke gevallen de code P1630 en P1651.
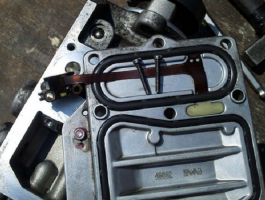
- het verschijnen van een dieselbrandstoflek in het gebied van de pakkingbus van de centrale as van de injectiepomp.
Daarom zullen we ons beperken tot de kwestie van het repareren van de injectiepomp met onze eigen handen door de afdichtingen te vervangen en de krassen op de werkoppervlakken van de onderdelen te elimineren.
Probeer voordat u de pompaandrijfasafdichting demonteert deze radiaal te verplaatsen. Als u speling met uw handen voelt, is het mogelijk dat de reden voor het lekken van brandstof de slijtage van het werkoppervlak van de as is of dat het lager moet worden gerepareerd.
Een groot aantal gespleten vlakken en pasvlakken van onderdelen vereisten het gebruik van een groot aantal afdichtingen en pakkingen. Ze zijn in de regel gemaakt van hoogwaardig materiaal en gaan lang genoeg mee totdat ze beschadigd raken tijdens reparatie of onderhoud. In dit geval worden standaard reparatiesets gebruikt voor doe-het-zelfreparatie van Bosch injectiepompen.
Het is vrij eenvoudig om de afdichting op de aspositiesensor en op de automatische injectietiming te vervangen tijdens reparaties. Voor een betere pasvorm kunt u een paar druppels spindel- of motorolie op nieuwe ringen en elastiekjes druppelen.

Voor preventieve reparatie van een Bosch-injectiepomp met uw eigen handen, moet u de pomp in ongeveer de volgende volgorde demonteren:
- verwijder de doseerklep van het uiteinde van de injectiepomp. Draai hiervoor de vier schroeven van de drukplaat los, maak voorzichtig de kabel van de injectie-voortgangsklep los. Door de drie schroeven te verwijderen waarmee de doseerklep is bevestigd, kunt u deze voorzichtig van de zitting verwijderen;
- door de sluiting op de bovenklep los te draaien, kunt u de besturingskaart verwijderen en toegang krijgen tot de elektronica;
- we stellen de positie van de as in, zoals weergegeven op de foto, verwijderen de camera en krijgen toegang tot de binnenkant van de injectiepomp;


- na demontage van het lager met behulp van een speciale trekker, krijgen we de kans om de mogelijke boosdoener te bestuderen voor de slechte prestaties van de injectiepomp - de zuiger van de injectievoortgangseenheid. Er is vaak oppervlakteslijtage en slijtage aan de randen van het onderdeel. U kunt proberen om reparaties uit te voeren door het oppervlak te polijsten, het vervangen van het hele onderdeel is veel duurder.


Na de reparatie wordt de montage in omgekeerde volgorde uitgevoerd met het wassen van de onderdelen met dieselbrandstof.
Vaak is er, naast het kerven, op het oppervlak van de zuigers een andere reden waarom de injectiepomp niet de vereiste druk ontwikkelt. Dit kan te wijten zijn aan vuil, films of wasophoping op het filterscherm in de pomp. Aan de zijkant van de inlaatpijp zit een gaas. Het spoelen van de kanalen is een lastige en ineffectieve zaak, het is gemakkelijker om het gaas te verwijderen en met perslucht te blazen.
Gescheurde stukjes vuil kunnen de plunjerzuiger blokkeren of zelfs de aandrijfas van de pomp breken of breken. Daarom moet het reinigen zeer zorgvuldig gebeuren om verontreiniging van de interne holtes van de pomp te voorkomen.
Onder de vele redenen voor het falen van de elektronische "lever" van de injectiepomp, is de meest voorkomende het breken of doorbranden van de contacten van de besturingskaart en het falen van de vermogenstransistors. Als de kennis en vaardigheden van het werken met elektronische apparaten het mogelijk maken om een "continuïteit" van de prestaties en reparatie van de transistor uit te voeren, is het de moeite waard om de oorzaak te achterhalen en de boosdoener te vervangen door een bruikbaar element.
Om de toestand van de "boosdoener" te controleren, moet u voorzichtig de zwarte afdekking openen, die met schroeven stevig op de rubberen afdichting zit. Het moet voorzichtig worden verwijderd om de verzegeling zelf niet te beschadigen.


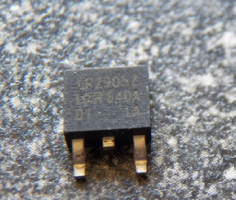
De reden voor het falen van niet alleen de transistor, maar ook het hele bord kan lucht in de holte zijn als gevolg van een slechte werking van het drainagesysteem of de terugslagklep. Vaak proberen ze het luchten te elimineren door met een starter te tollen, in de hoop op deze manier dieselbrandstof in de hogedrukbrandstofpomp te pompen. Op dit moment is de transistor zo veel mogelijk open en belast, wat leidt tot intense verhitting. In een luchtomgeving met een slechte warmteafvoer, zal het onvermijdelijk doorbranden. In sommige Duitse auto's is er een beveiliging die een poging verhindert om de motor te starten als er geen brandstof op de snelweg is. Hiervoor wordt een brandstofsensor in de tank gebruikt.
Het falen van de transistor kan worden vastgesteld door een tester te "kiezen" of door zijn uiterlijk. De beste optie voor het repareren van een dergelijke storing zou zijn om de hele besturingskaart te vervangen.Misschien is het duurder dan solderen, maar het geeft gegarandeerde kwaliteit en stabiele werking van de injectiepomp na reparatie. Geef als laatste redmiddel het bord en de transistor voor het solderen aan elektronicaspecialisten.
Controleer bij het installeren en opnieuw monteren na reparaties of alle bevestigingen goed vast zitten.
Als u tijdens de audit geen overhaaste en onredelijke vervangingen van onderdelen heeft uitgevoerd, zou de gemonteerde pomp moeten werken met ongeveer dezelfde parameters als voorheen. Standaard wordt Bosch EPS-815 statief gebruikt voor het testen en afstellen van de injectiepomp na revisie.
De video laat zien hoe u de plunjerdruk in een Bosch VE injectiepomp verhoogt:
| Video (klik om af te spelen). |














