In detail: doe-het-zelf aluminium bootreparatie van een echte meester voor de site my.housecope.com.
Vyksa, regio Nizjni Novgorod
Reparatie van de duraluminium behuizing.
Corrosiesporen worden verwijderd met harde haarborstels en eventueel met schuurlinnen met m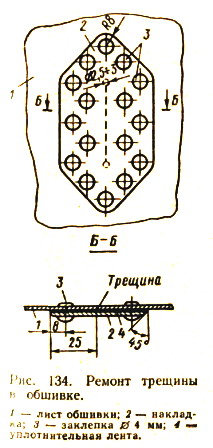
aslom. Gereinigde gebieden worden afgeveegd met B-70-benzine en na 15 minuten blootstelling - met een doek gedrenkt in aceton. Vervolgens wordt het blanke metaal twee keer gegrond en geverfd.
Defecte klinknagels moeten worden geboord (in plaats van afgehakt met een beitel). Om dit te doen, moet u eerst het midden op de hypotheekkop slaan en vervolgens met een boor (onderste meter gelijk aan de diameter van de klinknagelstang) een gat boren tot een diepte gelijk aan de hoogte van de hypotheekkop; daarna wordt het hoofd gemakkelijk afgebroken en wordt de rest van de klinknagel eruit geslagen met een baard.
Krassen op platen met een diepte van niet meer dan 0,2 mm, evenals de kleinste inkepingen (zonder scheuren), het is voldoende om schoon te maken met schuurpapier en de beschermende lak te herstellen.
Diepe deuken worden rechtgetrokken na verwarming van het beschadigde deel van de huid en de reeks vierkanten die het versterken tot een temperatuur van 600-700 ° C. Een steekvlam of een gasbrander wordt gebruikt voor verwarming. Na afkoeling aan de lucht wordt het metaal taai en kan het vervormde deel worden rechtgetrokken zonder bang te hoeven zijn dat het zal barsten. Kritische delen van de romp, zoals onderplaten, spanten en onderribben, zullen na het rechttrekken opnieuw moeten worden verwarmd en vervolgens met water gekoeld.
Wanneer een scheur wordt gedetecteerd, wordt de voortplanting ervan beperkt door aan de uiteinden gaten te boren met een diameter van 2,5-3 mm. Dan
(van binnenuit de carrosserie) wordt een overlay geplaatst van hetzelfde metaal als het onderdeel dat wordt gerepareerd. De overlay moet de scheur aan alle kanten 20-25 mm bedekken. Voordat u de klinknagels onder de voering plaatst, is het noodzakelijk om een afdichtingstape te leggen (Afb. 134). 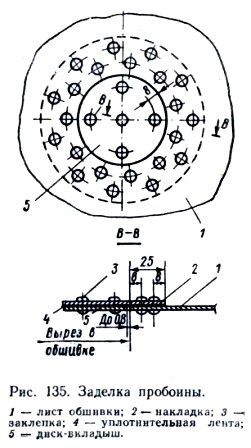
| Video (klik om af te spelen). |
Kleine (tot 70 mm) gaten in de huid worden afgedicht met voeringen van de binnenkant van de romp en voeringen (Afb. 135). De diameter van de voering moet 50-60 mm groter zijn dan de diameter van de uitsparing om de overlap langs de hele omtrek te bieden, wat nodig is voor het klinken met een dubbele rij verspringende naad met een klinknagelafstand van 15-20 mm . Een ronde inzet-insert wordt in de uitsparing gelijk met de huid geplaatst, zodat de opening tussen de insert en de rand van de uitsparing niet groter is dan 1 mm. De voering is geklonken met de overlay met een eenrijige naad met een steek van 20 mm.
Grotere gaten worden op dezelfde manier afgedicht, maar de voering van de binnenkant van het lichaam is niet massief, maar ringvormig gemaakt - met een binnendiameter van 50-60 mm minder dan de diameter van de voering.
Bij aanzienlijke schade aan de huid is het noodzakelijk om het hele vel of het grootste deel ervan te vervangen. Bij het vervangen van een deel van de plaat is het beter om extra voegen op de frames te plaatsen. Maak de hoeveelheid overlap en alle andere elementen van de verbinding gelijk aan de dichtstbijzijnde voeg (zie ook tip 148).
In het geval van schade aan de delen van de dwars- of lengteset (door scheuren, breuk), worden dubbele vierkanten over de gerepareerde secties gelegd. Bij het vervangen van een deel van een onderdeel (bijvoorbeeld een stringer), wordt een voering geïnstalleerd, die zo strak mogelijk aan beide uiteinden van de resterende delen van de onderdelen wordt gemonteerd (de opening mag niet groter zijn dan 0,2 mm) en ermee verbonden korte kolfplaten gebruiken (Afb. 136).
Na het herstel van de huid is het noodzakelijk om de waterdichtheid van de klinknagelverbindingen te controleren met kerosine.
Hier is wat algemene informatie over koud klinken met de hand.
Er zijn directe en omgekeerde methoden om te klinken; bij de eerste slagen met een hamer worden aangebracht vanaf de zijkant van de sluiting, d.w.z. geklonken kop, bij de tweede - vanaf de zijkant van de hypotheekkop.De omgekeerde methode wordt gebruikt wanneer het bijvoorbeeld onhandig is om vanaf de binnenkant van het lichaam te slaan (klinknagels worden in de regel van buitenaf geplaatst).
Bij het klinken worden de volgende gereedschappen gebruikt: (Afb. 137):
doorn 1 - een stalen staaf geslepen in een kegel, met zijn hulp worden gaten gecombineerd bij het monteren van onderdelen;
steun 2 - een massieve stalen of gietijzeren staaf, die dient om de hypotheekkop tijdens het klinken op een directe manier te drukken;
behuizing 3- een stalen staaf met een gat (in het midden), waarvan de diameter 0,5-1,0 mm groter is dan de diameter van de klinknagel; gebruikt om de te verbinden delen rond de klinknagelas af te dichten; 4;
krimp 5 - stalen staaf met een gat in de vorm van de sluitkop; klink met een handrem op de swage en klink het uitstekende uiteinde van de klinknagelstang vast.
Het is beter om klinknagels van AMg-5- of AMts-legeringen te gebruiken bij het repareren van behuizingen van een aluminium-magnesiumlegering, en klinknagels van legering B65 voor behuizingen van duraluminium.
Het klinken van de set op de huid gebeurt meestal met een kettingsteek met één rij; waterdichte gewrichten van de huid - twee- en drierijige verspringende stevig strakke naden.
Details kunnen in een schoot of kont worden samengevoegd op eenzijdige of dubbelzijdige voeringstrips.
Klinknagel diameter D kan gelijk zijn aan tweemaal de dikte van het materiaal waaruit de te verbinden delen zijn gemaakt. Bij het klinken van delen van verschillende diktes wordt rekening gehouden met de kleinere; als het verschil in dikte significant is (2 mm of meer), wordt de diameter van de klinknagel bepaald door de formule d=2 (wortel van S ), waarbij S de totale dikte van de platen is. Deze laatste mag niet meer bedragen dan 4 d.
De lengte van de klinknagelstaaf moet gelijk zijn aan de totale dikte van de te klinken platen, opgeteld bij de waarde R, noodzakelijk voor de vorming van de sluitkop; voor ronde kop P = 1,5 d, conisch - 1,3 d, semi-geheim - 1,1 d, verzonken - 0,9 d.
Afstand MET tussen rijen klinknagels, die de sterkte en dichtheid van de verbinding bepaalt, wordt verondersteld 2-5 d te zijn, afhankelijk van het type verbinding (bijvoorbeeld voor verbindingen van mantelplaten moet de afstand tussen rijen -3 d zijn).
Stap t , dwz de afstand tussen de middelpunten van aangrenzende klinknagels in dezelfde rij, voor strakke naden moet worden genomen van 3 tot 5 d (en voor andere verbindingen - van 8 tot 10 d. De afstand van het midden van de klinknagel vanaf de rand van de plaat, het profiel of de patchstrip wordt gelijk gesteld aan 1, acht-2 D.
Klinknagelgaten worden zorgvuldig geboord met een hand- of elektrische boor. Gatdiameter d rep moet iets groter zijn dan de diameter van de klinknagels:
Nesten voor ingebedde koppen van blinde en halfblinde klinknagels zijn verzonken in een hoek van 90 °. De diepte van de bussen voor de verzonken kop met de omgekeerde klinkmethode moet 0,1 mm minder zijn dan de hoogte van de klinknagelkop en met de directe methode moet deze gelijk zijn aan de hoogte van de kop.
Voor het klinken worden de onderdelen geassembleerd op montage (montage)bouten, geïnstalleerd om de 10-12 gaten. Het klinken wordt uitgevoerd vanaf het midden van de naad tot aan de randen; aan het einde worden de montagebouten verwijderd en vervangen door klinknagels.
Het klinkproces op een directe manier wordt als volgt uitgevoerd: een steun wordt geïnstalleerd onder de insteekkop van de klinknagel die in het gat wordt gestoken, een behuizing wordt op de klinknagelstang geplaatst en vervolgens wordt de verbinding afgedicht met verschillende hamerslagen, waarna de sluitkop wordt gevormd door met een hamer op de klinknagelstang die uit de verbinding steekt te slaan. Indien nodig wordt de sluitkop gevormd door krimpen.
Een aluminium boot vraagt, net als alle andere, om een grondige inspectie en zo nodig reparaties.
Het is niet altijd mogelijk om reparaties aan een specialist toe te vertrouwen, vaak worden boten met eigen handen gerepareerd.
Nadat u een aluminium boot zorgvuldig heeft geïnspecteerd, moet u weten welk type reparatie nodig is.
Ze beginnen de inspectie vanaf de bodem van de boot, hiervoor draaien ze hem om. Je moet zoeken naar scheuren, verroeste plekken, verloren of losse klinknagels.
De spiegel van de boot wordt tijdens het varen het zwaarst belast, hier wordt speciale aandacht aan besteed. 
Natuurlijk zijn er verschillende storingen mogelijk, maar in het artikel beschouw ik alleen die die alleen inherent zijn aan boten gemaakt van aluminium en zijn legeringen.
Een van de meest voorkomende schade aan een aluminium boot is corrosie. Scheuren verstoppen zich vaak onder corrosieplekken. Als je er niet tegen vecht, wordt er een gat in de bodem gevormd.
Om de diepte van de schade te bepalen, kunt u het beste de bodem van de boot reinigen met een grinder. Schoon tot metaal. 
Na een grove reiniging is het noodzakelijk om te schuren met schuurpapier en indien nodig de oude verf te verwijderen met een speciale remover. Daarna ontvetten, voorstrijken en schilderen.
Een hamer zal helpen bij het bepalen van de betrouwbaarheid van de klinknagels bij het inspecteren van de boot. Het zal nodig zijn om op elke klinknagel te tikken, als deze rammelt en wankelt, is vervanging vereist.
Als er gaten zijn ontstaan, moet op deze plaats een klinknagel met een grotere diameter worden geplaatst.
Klinknagels die zich dichter bij de motor bevinden, falen het vaakst, ze zijn het meest gevoelig voor trillingen. 
De volgende stap is het dichten van de scheuren. Scheuren op de boot worden meestal gevormd bij een aanvaring, bijvoorbeeld per ongeluk struikelen over een drijfhout. Scheuren zijn indrukwekkend en erg klein.
De kleinste scheurtjes kunnen worden gerepareerd door te solderen uit een tin-loodlegering met toevoeging van zink.
Bij het werken met aluminium en legeringen ontstaat het probleem bij vertinnen, de oxidefilm interfereert. Er zijn verschillende manieren om aluminium te solderen, u kunt bijvoorbeeld een alkalische watervrije olie gebruiken, zoals pistoololie. Reinig voor het solderen de oppervlakken, bevochtig met olie, verwijder vervolgens de film met een soldeerbout en soldeer. Flux wordt ook gebruikt en wordt op het soldeersel aangebracht.
De enige manier om gaten en grote scheuren in een aluminium boot te repareren, is door deze op te lappen.
Patches kunnen worden geklonken of gelast.
Lassen wordt in het algemeen het beste gebruikt in uitzonderlijke gevallen wanneer het om de een of andere reden onmogelijk is om te klinken.
Niet alle aluminiumlegeringen zijn bestand tegen lassen, vaak breekt de romp van de boot in de buurt van de las. Dit wetende, zijn ervaren lassers meestal terughoudend om dit bedrijf op zich te nemen.
Maar toch wordt lassen gebruikt voor reparaties. Daarom, als je kookt, moet je dit aan beide kanten doen en alleen dunne vellen. 
Bent u geen professionele lasser, dan zult u de boot naar de werkplaats moeten vervoeren. Aluminium boten lassen met argon.
De patch wordt aan de binnenkant van de boot geplaatst. Om het sterk te maken, is het noodzakelijk om alle regels van klinken te volgen.
De grootte van de pleister moet overeenkomen met de grootte van de scheur.
Het materiaal waarvan u de patch maakt, moet exact hetzelfde zijn als op uw boot. 
Als aluminium wordt gecombineerd met een ander metaal, ontstaat er een galvanisch koppel. Dit betekent dat er galvanische corrosie zal optreden op de kruising, waardoor aluminium of zijn legering snel wordt vernietigd.
Om dezelfde reden wordt het afgeraden om een metalen borstel te gebruiken om de behuizing schoon te maken.
Het is noodzakelijk om de volgende volgorde in acht te nemen bij het installeren van een patch met een klinknagel:
Sommige mensen proberen kleine scheurtjes te dichten met koud lassen of glasvezel, dit is tijdverspilling. Dergelijke reparaties zijn onpraktisch, dit alles zal tijdens het gebruik snel afvallen.
Na reparatie moet de boot worden geverfd met een speciale verf.
Folk voorteken: De grootste vangst komt van jonge en onervaren vissers!
Blagovesjtsjenka
Laatste aanmelding:
23.07.2018 12:50:18
Barnaul
Laatste aanmelding:
27.01.2015 16:20:46
Barnaul
Laatste aanmelding:
03.06.2018 20:25:41
Ik heb herhaaldelijk gezien hoe ze gaten op Kazanka's lijmen, enz.
gewoon een vod, gedrenkt in epoxy - en bams naar de juiste plek.
houdt - tientallen jaren kun je het er niet af halen - je kunt het er niet af halen))))
Barnaul,
Laatste aanmelding:
30.12.2014 17:51:03
Ik heb herhaaldelijk gezien hoe ze gaten op Kazanka's lijmen, enz.
gewoon een vod, gedrenkt in epoxy - en bams naar de juiste plek.
houdt - tientallen jaren kun je het er niet af halen - je kunt het er niet af halen))))
Rubtsovsk
Laatste aanmelding:
06.10.2017 01:04:15
Blagovesjtsjenka
Laatste aanmelding:
23.07.2018 12:50:18
Rubtsovsk
Laatste aanmelding:
07.01.2018 17:34:41
Barnaul,
Laatste aanmelding:
30.12.2014 17:51:03
Rubtsovsk
Laatste aanmelding:
07.01.2018 17:34:41
Barnaul
Laatste aanmelding:
27.01.2015 16:20:46
Over het algemeen is mijn advies aan jou, draai hem in de kleur van met en koop een elastische band of PVC! Hier zit zowel ironie als een kern van waarheid in. Zoals ik het begrijp, heb je het nog niet in actie (op het water) gezien, maar uit mijn ervaring zal ik één ding zeggen! Op het water gedraagt ze zich grillig en probeert ze om te draaien, de drijvers liggen op haar zij en zijn zo bevestigd dat ze gemakkelijker uit het water kunnen worden gehaald, enzovoort, enzovoort, het is zwaar en onhandig om te dragen en vervoer. Over het algemeen, kijk zelf maar, meester meester!
En in plaats van klinknagels, moet u schroeven plaatsen, zodat het de volgende keer gemakkelijker is om het materiaal te vervangen.
Rubtsovsk
Laatste aanmelding:
07.01.2018 17:34:41
Barnaul
Laatste aanmelding:
27.01.2015 16:20:46
Cupido's kiel is tot gaten versleten))))))))
maar Grigory en Radik gingen aan de slag.
winst van 10 walsdraad precies goed.
zal nog vele jaren dienst doen.
Bestand commentaar: De frames zijn gebogen met ijs.
P22-04-15_19.04.jpg [ 454,19 KB | Bekeken: 9757 ]
Cupido's kiel is tot gaten versleten))))))))
maar Grigory en Radik gingen aan de slag.
winst van 10 walsdraad precies goed.
zal nog vele jaren dienst doen.
Tijdzone: UTC + 6 uur
Gebruikers op dit forum: geen geregistreerde gebruikers en gasten: 3
Alle materialen die op dit forum zijn geplaatst, zijn auteursrechtelijk beschermd en mogen alleen worden gekopieerd met toestemming van de administratie van de regionale openbare organisatie "Federation of Powerboating and Sports Tourism of Bashkortostan"
(c) 2013-2016 Alle rechten behoren toe aan de Federation of Powerboating and Sports Tourism of Bashkortostan
Voronezh visclub> → Boten, motoren, accessoires → Aluminium boten (pannen) vragen over bediening, reparatie en afstemming
Pagina's 1 2 3 … 6 volgende
Om te reageren moet u inloggen of registreren.
- Professor
- Vaste klant
- Op het forum
- Waar: VORONEZH
- Geregistreerd: 2010-06-01
- Berichten: 5,145
- bedankt: 21959
- Per bericht: 26
Leuk om een nieuw draadje te starten! Dus ik werd een pottenbakker! Integendeel, formeel ben ik er al heel lang een - de oude ketel van het eerste model (toen maakten ze het nog zonder jeu de boules) lag ongeveer 15 jaar in het land, wachtend in de coulissen. Geest zogezegd getypt. En ten slotte bereikten mijn handen haar - twee weken werk in de avonden en weekenden, en de boot kreeg een tweede leven. Ik wilde een boot maken, niet alleen om te vissen, maar ook voor de ziel, gewoon om te varen voor je eigen plezier. Het idee was bijna 100% geslaagd, waar ik het over wil hebben.
Dus in een notendop! De boot werd naar een plaats getrokken die geschikt was voor werk, ontdaan van takken en puin, de eerste inspectie werd uitgevoerd, die een aantal problemen aan het licht bracht, waarvan ik er veel niet wist, anders zou ik waarschijnlijk niet hebben bereikt de reparatie voor nog eens 10 jaar .... maar als je eenmaal hebt besloten om het te doen, kun je je nergens terugtrekken.
Ziekten gevonden:
1. gat in het bord,
2. rotte roeiriem,
3. gescheurde spiegel,
4. de patch aan de onderkant moet worden vervangen,
5. In het achterschip zijn twee schelpen doorgerot.
6. de bevestigingen van de banken losgemaakt,
7. drie verrotte frames aan de binnenkant van de bodem,
8. de motorkap van constant lopen was bedekt met brede scheuren, het bereiken van metalen breuken en deuken, de interne versterking van de kap viel eraf,
9. Afvoerklep verzuurd, bevestigingsmiddelen verrot.
10. Rechts achter drijftank is verrot.
De toestand is betreurenswaardig, maar de ogen zijn bang, maar de handen doen het.
Ik weet niet hoe ik duraluminium moet vastklinken en dat wil ik ook niet, dus werd de belangrijkste reparatiemethode gekozen om te worden vastgedraaid met roestvrijstalen bouten met behulp van afdichtmiddel.
De spiegelplaat werd vervangen door dik rubber, er werd een versterkingskussen gemaakt van een dikke laag duraluminium op de spiegel geïnstalleerd, de gaten werden gepatcht, de roeiriem en frames werden vervangen, er werd een duraluminiumbekleding gemaakt en op de kap geschroefd, de oude verf werd verwijderd, de romp werd schoongemaakt, de deur van het boegcompartiment werd rechtgetrokken, de klep werd vervangen door een halve inch kogelkraankraan, bankbevestigingen zijn verstevigd, de drijftank is gepatcht, de naden zijn ingesmeerd met kit.
Besloten om in twee kleuren te schilderen: witte bodem, rode bovenkant, witte kuip en achtersteven.
Plamuren, gronden, schilderen, lakken ....vier dagen werk - en de boot heeft al een mooie uitstraling gekregen.
Vervolgens installeerde ik banken, een gelakte multiplexvloer.
Dan versieringen en speelgoed: een luchtblazer op de motorkap, een halogeen zoeklicht van UAZ, 12 volt stopcontacten in de cockpit als stroomaansluitingen aan boord, een batterij in het boegcompartiment en de finishing touch - het installeren van een spanningsregelaar op de motor (Pit 15) en een generator aansluiten, een rubberen neusmat voor een comfortabele instap in de cockpit, de zijkanten vullen met schuim - het YALTA-plezierjacht is klaar!
In termen van tijd duurde alles twee weken, in termen van geld - 18-20 duizend (ik heb niet nauwkeuriger geteld). Op basis van de resultaten van proefvaarten meld ik me over een week of twee af.
Of log in via een van deze diensten

Opmerkingen kunnen alleen worden geplaatst door geregistreerde gebruikers
Registreer een nieuw account in onze community. Dit is niet moeilijk!
Geen geregistreerde gebruiker bekijkt deze pagina.




pag102 08 okt 2012
 pag102 08 okt 2012
pag102 08 okt 2012 pag102 12 okt 2012
Werken er echt geen mensen met polymeren ((
Het was zakelijk. Twee grote bezwaren - 1. adhesie 2. temperatuur cf. uitbreidingen.
Vast plakken.
15 okt 2012
Kan het worden gerepareerd met moderne polymere materialen?
Bij het repareren van AL-carrosserieën van sommige automerken wordt veel gebruik gemaakt van lijmen met epoxyverbindingen en een geheime vloeistof, wat de hechting aan metaal verhoogt, praktisch zonder het te strippen.
Maar als je het grof schoonmaakt, maar tot een glans van AL en meteen de compound aanbrengt, dan heb ik het zelf geprobeerd en heb ik de rand van het luik van AD-31 verlijmd op glasvezel. Ik loop al een aantal jaren met mijn voeten op het luik en de verbinding houdt stand.
Waarom probeer je het niet op een proefplaat?
15 okt 2012
VASYA2011 15 okt 2012
 VASYA2011 15 okt 2012
VASYA2011 15 okt 2012het was een geval van het vastklinken van een geïmporteerde boot na de impact. verdomde stroom.
Heb je pneumatisch gereedschap?
De hamer moet veel lichter zijn dan de standaard aan de achterkant, anders worden aangrenzende verbindingen verbroken. Er zijn pneumatische hamers, die hebben lucht nodig van ongeveer 6 kg/cm2 bij een behoorlijk debiet.
Bericht is bewerktTribun: 15 oktober 2012 - 12:05
15 okt 2012
VASYA2011 15 okt 2012
De hamer moet veel lichter zijn dan de standaard.
En klinknagels, indien duraluminium, moeten eerder worden "losgemaakt"
installatie, en thiokol-tape werd vroeger gebruikt voor het afdichten, nu zijn er veel kitmastiek.
Ruiter 15 okt 2012
 Ruiter 15 okt 2012
Ruiter 15 okt 2012"Behandel zoals met gelijk" (c) Uit mijn ervaring hechten polymeren niet aan Al-legeringen. Ook de stalen kiel op Al Amur zorgde voor verbijstering. Gebruik ook geen laswerk - aangrenzende klinknagels zullen losraken en de afdichting zal doorbranden.
Klinknagel.
de stalen kiel op zijn eerste Amoer was ook verrast om te vinden
Het was zakelijk. Twee grote bezwaren - 1. adhesie 2. temperatuur cf. uitbreidingen.
zeker klinken.
lijm
lijmen worden al sinds de oudheid gebruikt in de luchtvaartindustrie, en er waren ook geen "cupido's".
op het eerste passagiersvliegtuig "Comets" werd de metalen bekleding van de vleugel en de romp gelijmd. De constructies van het Concorde-vliegtuig, gemaakt van een aluminiumlegering en ontworpen voor een levensduur van duizenden vlieguren, zijn onderling verbonden met een lijm op epoxybasis. De verschillen in temperatuur en belasting moeten worden aangenomen dat er geen bootverschillen zijn. Luchtwaardigheidsnormen zijn blijkbaar ook aanwezig.
In de "handleidingen" kun je vast wel iets nuttigs vinden voor het repareren van gevechtsschade aan vliegtuigen in het veld.
Dit bericht is gewijzigd door Rider op 15 oktober 2012 om 15:26 uur
Ruiter 15 okt 2012
..In de "handleidingen" kun je vast wel iets nuttigs vinden voor het repareren van gevechtsschade aan vliegtuigen in het veld.
in de volgende tak "handleiding" voor het repareren van gevechtsschade en het beschermen van geklonken rompen met glasvezel is al geschreven
5
klinknagels zouden waarschijnlijk met plezier vertrekken
SanychSan 15 okt 2012
 SanychSan 15 okt 2012
SanychSan 15 okt 2012Zulke specialisten hebben we niet veel. het was een geval van het vastklinken van een geïmporteerde boot na de impact. verdomde stroom. En een gerelateerde vraag. Hoe moet deze procedure worden uitgevoerd? over klinknagels zoals gevonden informatie Er worden 2 soorten gebruikt.en wat zit er vast? Heb je pneumatisch gereedschap? daar is wraak smal, je kunt niet van binnenuit kruipen
Dit alles wordt geklonken door de methode van omgekeerd klinken. Ze kloppen op de kop, door de doorn of met een pneumatische hamer (KP-14 = tot 4 mm en KP-24 met 5 ki). Binnensteun (bijvoorbeeld met een profielvorm van 2,5 kg of minder, als je geen medelijden hebt met je handen). Ik raad aan om een klinkhamer op de luchthaven te zoeken.
Dit alles wordt geklonken door de methode van omgekeerd klinken. Ze kloppen op de kop, door de doorn of met een pneumatische hamer (KP-14 = tot 4 mm en KP-24 met 5 ki). Binnensteun (bijvoorbeeld met een profielvorm van 2,5 kg of minder, als je geen medelijden hebt met je handen). Ik raad aan om een klinkhamer op de luchthaven te zoeken.
Omgekeerd klinken is een verfijning, het is me niet gelukt. In dergelijke gevallen heb ik de klinknagel gewoon omgedraaid (of in een andere kop veranderd) en aan de andere kant geklonken. Ook met een pistool moet er niet te veel zijn, te krachtig vereist een zware doorn, je kunt het niet overal wegschuiven en het is al moeilijk vast te houden.
Alles komt echter met ervaring. Als de handen niet krom zijn, maakt het niet uit waar ze groeien
SanychSan 16 okt 2012
Omgekeerd klinken is een verfijning, het is me niet gelukt. In dergelijke gevallen heb ik de klinknagel gewoon omgedraaid (of in een andere kop veranderd) en aan de andere kant geklonken. Ook met een pistool moet er niet te veel zijn, te krachtig vereist een zware doorn, je kunt het niet overal wegschuiven en het is al moeilijk vast te houden.
Alles komt echter met ervaring. Als de handen niet krom zijn, maakt het niet uit waar ze groeien
Ervaring 19 jaar. Klinkhamer van de 5e categorie op de luchthaven van Nizhnevartovsk.
Misschien explosieve nada?
“In sommige gevallen worden speciale soorten klinknagels gebruikt - explosief (AN-1504).
Explosieve klinknagels hebben een uitsparing (kamer) in het vrije uiteinde van de met springstof gevulde staaf, die door een vernislaag wordt beschermd tegen het binnendringen van luchtvochtigheid. Explosieve klinknagels zijn gemaakt met een diameter van 3,5; 4; 5 en 6 mm van D18P draad. De lengte van de staaf met explosieve klinknagels is van 6 tot 20 mm, de dikte van het geklonken pakket is van 1,6-2,5 tot 14,1-15 mm.
Het klinken met explosieve klinknagels is anders dan conventioneel klinken. Hier wordt een elektrische verwarming gebruikt als klinkgereedschap.
Klinken met explosieve klinknagels is dat er een klinknagel in het gat wordt gestoken, aan het vrije uiteinde van de staaf waarvan een kamer gevuld is met springstof. Met een lichte hamerslag (in koude toestand) wordt de klinknagel omgeslagen. Vervolgens wordt de punt van een elektrische verwarming 1 op de ingebedde kop geplaatst. Binnen 2-3 s warmt de klinknagel op en bij een temperatuur van 130-160 ° C explodeert de lading, terwijl het uiteinde van de staaf enorm uitzet en vormt een afsluitend hoofd.”
Hier
Bericht is aangepast door Alessandro: 16 oktober 2012 – 14:00
SanychSan 16 okt 2012
Misschien explosieve nada?
“In sommige gevallen worden speciale soorten klinknagels gebruikt - explosief (AN-1504).
Explosieve klinknagels hebben een uitsparing (kamer) in het vrije uiteinde van de met springstof gevulde staaf, die door een vernislaag wordt beschermd tegen het binnendringen van luchtvochtigheid. Explosieve klinknagels zijn gemaakt met een diameter van 3,5; 4; 5 en 6 mm van D18P draad. De lengte van de staaf met explosieve klinknagels is van 6 tot 20 mm, de dikte van het geklonken pakket is van 1,6-2,5 tot 14,1-15 mm.
Het klinken met explosieve klinknagels is anders dan conventioneel klinken. Hier wordt een elektrische verwarming gebruikt als klinkgereedschap.
Klinken met explosieve klinknagels is dat er een klinknagel in het gat wordt gestoken, aan het vrije uiteinde van de staaf waarvan een kamer gevuld is met springstof. Met een lichte hamerslag (in koude toestand) wordt de klinknagel omgeslagen. Vervolgens wordt de punt van een elektrische verwarming 1 op de ingebedde kop geplaatst. Binnen 2-3 s warmt de klinknagel op en bij een temperatuur van 130-160 ° C explodeert de lading, terwijl het uiteinde van de staaf enorm uitzet en vormt een afsluitend hoofd.”

De boot van glasvezel is populair geworden vanwege zijn duurzaamheid en betrouwbaarheid. Glasvezel heeft een aantal belangrijke voordelen ten opzichte van andere materialen. U kunt het schip snel en zonder veel kosten in elkaar zetten.Een doe-het-zelf glasvezelboot is een goedkope en waardige optie voor visreizen.
Het plastic kleine vaartuig is voornamelijk bedoeld om te vissen. Het kan ook worden gebruikt voor watertoerisme, sportactiviteiten. Werkomstandigheden van de boot op het water: golf niet meer dan 60 cm hoog, windkracht - tot 4 punten op een tienpuntsschaal. Een boot van glasvezel is een geweldig alternatief voor opblaasbare boten.
Glasvezel is het enige materiaal waarmee u zelf een vorm van enige complexiteit kunt creëren. Onafhankelijk ontwerp van de bodem maakt het mogelijk om het uit te rusten met redans van elke configuratie. Door de redans op de meest geschikte plaatsen te plaatsen, kunt u maximale efficiëntie van de rijprestaties van het schip bereiken. Bovendien zal het ontwerp van een zelfgemaakte boot een weerspiegeling zijn van het karakter van de eigenaar.

Er is een methode om een zelfgemaakte boot te maken van multiplex en glasvezel, waarbij plastic alleen wordt gebruikt voor de buitenbekleding van de boot. Maar deze technologie rechtvaardigt zichzelf niet. De laag multiplex die onder het plastic ligt, krijgt snel vocht, waardoor het gewicht van het vat toeneemt. Er is een snelle vernietiging van multiplex door de werking van micro-organismen en het proces van delaminatie, omdat multiplex qua sterkte veel inferieur is aan plastic.
Hoe maak je een boot? Door alle regels zorgvuldig te volgen, kan zelfs een beginner deze taak voltooien. Het technologische proces is eenvoudig en kosteneffectief. De romp van het schip wordt gemaakt door middel van een versterkende vulstof geïmpregneerd met een polymeersamenstelling.
Grondstoffen die worden gebruikt als versterkende vulstof bij de vervaardiging van het frame:
- rompbasis, zijkanten - roving glasvezel TP-07, TP-03, TP-056;
- lokale versterking van individuele secties - structurele glasvezel T-11, T-13.
Glasvezel is van verschillende typen afhankelijk van het type weefpatroon, de grootte van de draden. Kies in principe "schuin" of satijnbinding. De draden moeten worden gedraaid. Het materiaal wordt verkocht in de vorm van vellen, rollen, tapes.

Glasvezel wordt verkocht geïmpregneerd met een vettige samenstelling. Om de stof beter te impregneren met een bindmiddel, moet het smeermiddel worden verwijderd met benzine, terpentine of aceton. De vetvrije stof wordt ongeveer 2-4 uur aan de lucht gedroogd.
Om het versterkende materiaal te lijmen is hars nodig. In de scheepsbouw worden drie soorten harsen gebruikt: epoxy, vinylester en polyester. De belangrijkste kenmerken van harsen bij de constructie van een glasvezelboot van elk type vezel zijn hechting en impregnatie.
Een goedkope optie is om polyesterhars te gebruiken, waarmee u in één keer een glasvezelelement uit één stuk kunt maken. TM Ashland-hars kan worden gebruikt. Om een decoratieve, met beschermende eigenschappen van de coating van het lichaam te creëren, heeft u een gelcoat nodig. Je hebt ook multiplex nodig met een dikte van minimaal 1,2 cm, dat vochtbestendig is.
Een boot maken is onmogelijk zonder een competente tekening. Het ontwerp van de toekomstige waterscooter kan worden uitgevoerd met behulp van het AutoCAD-programma. Eerst wordt een 3D-model gemaakt, vervolgens kaderdiagrammen, patronen. Kant-en-klare tekeningen worden gemaakt op gespecialiseerde sites, op internet. Nu kunt u met uw eigen handen beginnen met het maken van een boot van glasvezel.


















