In detail: doe-het-zelf ploegschaarreparatie van een echte meester voor de site my.housecope.com.
De belangrijkste werklichamen van de ploeg (Fig. 123) zijn een lichaam bestaande uit een ploegschaar 6, een mes 1, een veldbord 7 en een rek 2, een stang 3, een schuimspaan 5, een mes 4 en een verdiepingspoot 8 .
Botsing van de ploegschaar, evenals slijtage of vervorming van het mes, de skimmer, het mes of de veldplank, verhoogt de trekweerstand van de ploeg, leidt tot overmatig brandstofverbruik, verslechtert de kwaliteit van de naadomslag, het afbrokkelen ervan en het opnemen van planten residuen.
Rijst. 123. De werkende lichamen van de ploeg gemonteerd op zijn frame
Ploegen gebruiken twee soorten scharen:
trapeziumvormig - met een rechte snijkant (afb. 124, a) en beitelvormig - met een verdikte en naar beneden gebogen teen (afb. 124, b).
De scharen zijn gemaakt van duurzaam en slijtvast staalkwaliteit L65 en zijn thermisch behandeld om de slijtvastheid te verhogen. De arbeidsomstandigheden in de bodem zijn echter zo zwaar dat de scharen snel verslijten. Wanneer de ploegschaar versleten is, wordt het mes bot en verandert de vorm van de teen. Op afb. 125 gearceerde randen van de bladen van versleten trapezium- en beitelvormige scharen. Wanneer het mes bot wordt, neemt de dikte toe en wordt op de achterkant een faoka (achterkant van het hoofd) gevormd. Wanneer de scharen versleten zijn, verslechtert de werking van de ploeg, d.w.z. de scharen verliezen hun vermogen om in de grond te dringen en de stabiliteit van de ploeg wordt verstoord. De ploegschaar moet worden gerepareerd wanneer de breedte met 10 mm is verminderd in vergelijking met de breedte van de nieuwe trapeziumvormige schaar of wanneer de lengte van de teen met 25 mm is verminderd in vergelijking met de lengte van de teen van de nieuwe beitelschaar .
| Video (klik om af te spelen). |
Ploegschaarreparatie komt neer op het trekken, slijpen en warmtebehandeling van het mes. Ploegscharen worden gerepareerd om hun maat en vorm te herstellen en om ze slijtvast te maken.
Het gedeelte van de ploegschaar heeft een verdikking - een voorraad metaal, die de "winkel" wordt genoemd. Bij het repareren van een versleten ploegschaar wordt de vorm door een smid hersteld ten koste van de metaalvoorraad in de "winkel". De ploegschaar wordt handmatig ingetrokken, meestal in meerdere verhittingen, omdat de smid geen tijd heeft om de hele ploegschaar in één keer te trekken. Bij het handmatig intrekken van de ploegschaar moet er altijd naar worden gestreefd de hoeveelheid verwarming te verminderen, omdat bij herhaalde verwarming gevallen van metaaldoorbranding mogelijk zijn.
Het trekken van de ploegschaar op een hefboom of een andere mechanische smidshamer gebeurt meestal in twee stappen. In dit geval moet de lengte van het verwarmde deel van de ploegschaar telkens iets groter zijn dan de helft van de ploegschaar.
Om warmteverlies te verminderen en te voorkomen dat koolstof uit de oppervlaktelaag van het metaal verbrandt, wordt het deel van de ploegschaar dat niet wordt verwarmd, bedekt met verse kolen.
De smeedtrekkracht van een versleten schaar wordt in de volgende volgorde gemaakt. De ploegschaar wordt plat in de haard geplaatst zodat deze vanaf de zijkant van het mes wordt verwarmd tot een breedte van 60-80 mm; de rest van zijn 'deel, dat geen verwarming nodig heeft, is bedekt met verse kolen. Voor het trekken is het nodig om de ploegschaar eerst langzaam op te warmen, totdat
luminescentie, d.w.z. tot 500-600°. Het is onmogelijk om de ploegschaar onmiddellijk te verwarmen tot de smeedtemperatuur om de vorming van scheuren te voorkomen. Zodra de ploegschaar wordt verwarmd tot 500-600°, wordt de verwarmingssnelheid verhoogd en wordt de temperatuur opgevoerd tot 850-1200° (tot lichtrode en oranje hitte).
Rijst. 124. Aandelen van ploegen: a - trapeziumvormig, b - beitelvormig
Rijst. 125. De vorm van versleten scharen: a - trapeziumvormig, b - beitelvormig
De verwarmde ploegschaar wordt uit de smidse gehaald, met de voorkant naar beneden op het aambeeld geplaatst en vanaf de achterkant, met frequente slagen van de handrem of hamer, wordt de voorraad metaal uit de "winkel" verspreid.Een ploegschaar van staalkwaliteit L65 kan alleen worden getrokken (gesmeed) bij temperaturen boven 800 °. Het trekken wordt gestopt wanneer de ploegschaar afkoelt tot onder de 800° (met een kersenrode kleur van warmte) en wordt hervat na het opnieuw opwarmen. Het ingetrokken deel van de ploegschaar wordt op het aambeeld gestreken met een troffel over de gehele lengte van het snijgedeelte, zodat de dikte van het mes 1-2 mm is, waarna de onregelmatigheden gevormd door hamerslagen worden verwijderd.
Bij het trekken worden de vorm en afmetingen van de ploegschaar gecontroleerd met een sjabloon (Fig. 121, a). Voor een ingetrokken schaar zijn afwijkingen in afmetingen toegestaan ten opzichte van een nieuwe: langs de lengte met ± 15 mm, langs de breedte met + 4 mm.
De ploegschaar wordt na het trekken en strijken, wanneer deze nog in verwarmde toestand is, in een bankschroef geklemd en het mes wordt geslepen met een vijl. Vervolgens wordt de gekoelde ploegschaar vanaf de voorzijde geslepen op een amarilslijper. Na het slijpen mag de breedte van de afschuining van het mes niet meer dan 5-6 mm zijn en moet de dikte van het mes binnen 0,5-1 mm zijn. Het schaarmes mag niet dunner dan 0,3 mm worden geslepen, anders zal het tijdens het gebruik snel verslijten.
De warmtebehandeling van de getrokken schaar bestaat uit harden en ontlaten. Tijdens het uitharden wordt de ploegschaar ongeveer een derde van de breedte langs het mes verwarmd. Verwarming in de haard tot een temperatuur van 780-820 ° moet uniform zijn (licht kersenrode kleur van warmte). De verwarmde ploegschaar wordt snel afgekoeld in een bad met water. De temperatuur van het water in het blusbad moet 30-40 ° zijn. De ploegschaar wordt met de rug naar beneden in het bad neergelaten. Als de schaar met een mes in het hardingsbad wordt neergelaten, kan deze barsten. De schaar mag niet plat worden neergelaten, omdat deze in dit geval meestal kromtrekt. De ploegschaar wordt in het uithardingsbad gehouden totdat het water borrelen stopt, waarna het uit het bad wordt gehaald en langzaam aan de lucht wordt afgekoeld.
Bij het uitharden van de beitel kunnen er barsten in het blad ontstaan. Om dit te voorkomen, is het noodzakelijk om de plaats van overgang van de teen naar het mes bij het verwarmde aandeel voor te koelen en er 2-3 seconden op aan te brengen. natte doek, pas daarna wordt de ploegschaar snel in het uithardingsbad neergelaten.
Om de kwetsbaarheid van de ploegschaar die tijdens het uitharden optrad te verminderen, wordt deze getemperd. Hiervoor wordt het aandeel opnieuw verwarmd tot 350° (grijstint) en vervolgens langzaam afgekoeld aan de lucht.
Bij het uitharden trekt de ploegschaar vaak krom. De kromgetrokken ploegschaar wordt op het aambeeld geregeerd door hamerslagen. Slagen op de ploegschaar moeten voorzichtig en niet hard worden toegepast.
De hardheid van het geharde deel van de ploegschaar wordt gecontroleerd met een persoonlijk dossier. De vijl mag geen sporen achterlaten op het verharde deel van de schaar.
In de RTS-reparatiewerkplaatsen worden de scharen tijdens reparaties gelast met hoogwaardige elektroden of een lading V-9 harde legering. Deze methode om scharen te repareren verhoogt hun slijtvastheid. Een verhoging van de slijtvastheid van de scharen wordt ook bereikt door hun buitenste laag te harden met hoogfrequente stromen.
De eigenaren van het patent RU 2344913:
STOF: uitvinding heeft betrekking op landbouwtechniek, namelijk op methoden voor het herstellen van ploegscharen, en kan worden gebruikt om ploegscharen voor landbouwmachines te herstellen met verharding. De methode bestaat erin dat er een groef wordt gemaakt op het oppervlak van het ploegschaarblad, de groef wordt gevuld met soldeer, keramische metalen platen worden op het soldeer geïnstalleerd, een extra laag soldeer en flux wordt aangebracht op de kruising van de platen met de verticale rand van de groef. Daarna worden de platen verwarmd tot het soldeer smelt en wordt de ploegschaar met de platen in de warmte-isolerende collector afgekoeld tot kamertemperatuur met een snelheid van 4°C/min. Tegelijkertijd wordt soldeer van het merk L63 als soldeer gebruikt en wordt vloeimiddel van het merk FK-250 als vloeimiddel gebruikt. De platen worden verwarmd door een waterstof-zuurstofbrandervlam bij een gasmengseldruk van 0,5 MPa en een afstand van de brandermondstukuitgang tot het plaatoppervlak van 50 mm. Het technische resultaat is een verhoging van de hechtkracht van metaal-keramische platen met de ploegschaar. 1 tabblad.
De uitvinding heeft betrekking op landbouwtechniek, voornamelijk machines voor grondbewerking, en kan worden gebruikt voor het herstellen met verhardende ploegscharen van landbouwmachines.
Een bekende methode om slijtvaste bladen van de werklichamen van grondbewerkingswerktuigen te verkrijgen door hun bladen te verharden, die erin bestaat dat om een golving van de bladen te vormen die tot hun zelfslijping leidt, een harder metaal op de glad oppervlak van de bladen met tussenpozen en evenwijdig aan de snijrand, gevolgd door beperking van de oppervlaktezone (zie A.S. USSR nr. 461721, klasse A01B 15/04, gepubliceerd in 1975).
Bij gebruik van deze methode heeft de ploegschaar echter een relatief lage slijtvastheid, aangezien het niet-verhardende deel van de ploegschaar veel sneller verslijt dan de afgezette gebieden, waardoor de afgezette harde legering bloot komt te liggen en afbrokkelt, wat verslechtert de voorwaarden voor het zelfslijpen van de ploegschaar.
Technisch gezien het dichtst bij de voorgestelde methode en het bereikte resultaat is een methode voor het herstellen van ploegscharen door harde legeringen op hun snijlichamen aan te brengen. De essentie is als volgt: om de levensduur van de ploegscharen en cultivatorpoten te verlengen, wordt het aanbrengen van harde legeringen op hun snijlichamen in twee fasen uitgevoerd: de eerste is het lassen van een stalen voering op een versleten teen, gevolgd door door met zijn harde legering, in de tweede fase, na tussentijdse bewerking, het uitgesleten rechte deel van het mes van de snijelementen te dekken met de daaropvolgende hardcoating (zie A.S. USSR nr. 241959, klasse A01B 15/04, publ. 1969).
De werkvlakken van de met deze methode herstelde ploegscharen hebben echter een lage hechtsterkte tussen de harde legering en het basismetaal, waardoor de herstelde ploegen tijdens het bedrijf een korte levensduur hebben.
Het doel van de uitvinding is het vergroten van de opbreekkracht en daardoor de hechtsterkte van keramische-metaalplaten aan de ploegschaar, evenals het verminderen van het verbruik van keramische-metaalplaten en het verhogen van de ploegproductiviteit door verhoging van de bedrijfssnelheid van de akkerbouweenheid.
De taak wordt bereikt door het feit dat bij de bekende methode voor het herstellen van ploegscharen op het oppervlak van het ploegschaarblad een groef wordt gemaakt, de groef wordt gevuld met soldeer, cermetplaten op het soldeer worden geïnstalleerd, een extra laag soldeer en flux wordt aangebracht op de kruising van de platen met de verticale rand van de groef, de platen worden verwarmd totdat het soldeer is gesmolten en de ploegschaar met de platen in de warmte-isolerende collector wordt afgekoeld tot kamertemperatuur met een snelheid van 4 ° C /min, terwijl soldeerkwaliteit L63 wordt gebruikt als soldeer, fluxkwaliteit FK-250 wordt gebruikt als vloeimiddel, en de platen worden verwarmd door een waterstof-zuurstofvlam van een brander bij een gasdrukmengsel van 0,5 MPa en de afstand van het brandermondstuk naar het oppervlak van de platen - 50 mm.
De methode wordt als volgt uitgevoerd.
Voor restauratie aanvaarde ploegscharen moeten aan de volgende eisen voldoen: ze moeten van vuil zijn ontdaan tot een toestand die inspectie en opsporing van gebreken mogelijk maakt; de dikte van de basis van het versleten aandeel in het gebied van de gaten voor de bouten is minimaal 8 mm; de breedte van de versleten schaar, bepaald vanaf de achterkant (niet-werkende) zijde als de afstand van de achterkant tot de occipitale afschuining - minimaal 100 mm.
Op het oppervlak van het ploegschaarblad wordt een groef met een diepte van 1,5 gemaakt. 2,0 mm. Deze bewerking wordt uitgevoerd op een verticale freesmachine.
Vervolgens wordt met regelmatige tussenpozen L63-soldeer in de eerder voorbereide groef geplaatst, waarna TN-20 of T15K6 metaal-keramische platen op het soldeer worden geïnstalleerd. Daarna wordt een extra laag soldeer en fluxmerk FK-250 aangebracht op de kruising van elke plaat met de verticale rand van de groef.
Vervolgens worden de platen en de te restaureren ploegschaar verwarmd met een draagbare gaslasmachine MBV-500 met een waterstof-zuurstofbrandervlam. Procesmodi: de afstand van de snede van het brandermondstuk tot het te herstellen oppervlak is 50 mm, het zuurstofdebiet is 400 l/u, het waterstofdebiet is 375 l/u bij een gasmengseldruk van 0,5 MPa. In dit geval wordt de brander op zijn beurt over elke plaat gestopt, in een poging om de gelijkmatige verwarming ervan te verzekeren. Er wordt verwarmd totdat het soldeer volledig is gesmolten. Op deze manier wordt elke plaat gesoldeerd. Blootstelling aan een waterstof-zuurstofvlam heeft geen nadelige invloed op het gebruikte soldeer, vloeimiddel, metaal-keramische platen en ploegschaarmetaal.
Vervolgens wordt het te restaureren aandeel met gesoldeerde keramisch-metaalplaten in een warmte-isolerende collector geplaatst, verwarmd tot een temperatuur van 620,630°C, samen met afgekoeld tot kamertemperatuur, en de afkoelsnelheid is 4°C/min. .
De resultaten van vergelijkende tests van de voorgestelde methode en prototype staan in de tabel.
Bij ploeglichamen zijn de volgende storingen en slijtage mogelijk: het schaarblad wordt bot, er verschijnt een afschuining aan de achterkant, de teen is afgerond, de schaar wordt smaller. Er zijn frequente gevallen van breuk van de ploegschaar en het maaien van het werkende deel als gevolg van stoten op wortels en stenen bij het ploegen van hogesnelheidsploegen wanneer de hoop van het mes verslijt, de vorm van de snede verandert, de rand is afgerond, het werkoppervlak is versleten en de teen breekt af, de vleugel is versleten 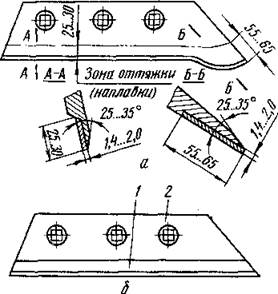
werkoppervlak. Het veldbord en de vlekken worden gedragen vanaf de zijkant van de groef en van onderaf.
Het blad van de ploegschaar, wanneer bot, wordt aan de werkzijde geslepen tot een dikte
Ploegschaar a-zelfreinigend; b-composiet gelast; 1-strook; 2-rug
De vorm van het versleten werkoppervlak van het mes wordt gecontroleerd met een sjabloon. Afwijking van de sjabloon is toegestaan niet meer dan 6 mm. Als de teen van de borst is gebroken, kan het mes worden hersteld. Om dit te doen, wordt het kapotte deel gemaakt van een oud mes, volgens een sjabloon, aangepast op de kruising en gelast door elektrisch lassen van de achterkant naar het versleten mes. Voor het lassen wordt de knuppel thermisch behandeld om een hardheid van NKS 62 te verkrijgen. 50. Om warmte tijdens het lassen te verwijderen, worden de gebieden nabij de naad bedekt met een oplossing van klei met asbest, een roodkoperen voering van 5 mm dik wordt onder de naad geplaatst en vodden bevochtigd met water worden onder de voering geplaatst. Na het lassen wordt de naad gereinigd. Wanneer de veldrand van het blad versleten is, wordt deze in opeenvolgende overlays afgezet. rollen met elektroden van het merk T-590 en geslepen onder een hoek van 45. 50° tot werkvlak.
In geval van lichte slijtage worden de veldborden hersteld met een harde ondergrond gevolgd door slijpen, of de ongedragen kant van het bord wordt gebruikt en omgedraaid. Om dit te doen, worden er gaten in gemaakt en gehard.
Het pletten van het mes is toegestaan op niet meer dan drie plaatsen met een diepte tot 1,5. 2,0 mm en tot 15 mm lang. Het kromtrekken van de schijf is niet meer dan 3 mm toegestaan. Vervormde schijven worden in koude toestand op een plaat gecorrigeerd. Ze worden geslepen tot een bladdikte van 0,5 mm op een OR-6112-machine voor het slijpen van cirkelmessen en op armaturen voor een draaibank met frezen met platen gemaakt van harde legeringen T15K6, enz. Axiale en radiale uitloop van de schijf is toegestaan niet meer dan 3mm.
Slijtage van de uiteinden van de naaf van de schijven tot 8 mm wordt gecompenseerd door ringen zo in te stellen dat de opening tussen de sporen van aangrenzende schijven minimaal 4 mm is. Gietijzeren onderdelen met scheuren worden gelast met PANCH-I gevulde draad door elektrisch lassen of heet gas lassen met gietijzeren staven.
Beperk weergave van versleten snijlichamen van grondbewerkingsmachines
Vragen kunnen alleen gesteld worden na aanmelding. Log in of registreer alstublieft.
Kijk naar de ploeg, wat erin moet worden vervangen, zodat hij ploegt en geen voren maait. Ik zal proberen een foto te plaatsen, het lijkt mij dat het eerste mes naar rechts maait, ik zal zeer dankbaar zijn voor de hulp.
Nou ja, het eerste gebouw staat scheef. Laat het tweede lichaam ook een groef achter?
Ten eerste moet je alle lichamen in hetzelfde vlak plaatsen en ten tweede de ploeg aanpassen. Je dump werkt niet helemaal, vandaar de ribbels.
Er kunnen naar mijn mening twee redenen zijn:
1 De ploeg ligt bezaaid in de voren
2 lage snelheid
In andere gevallen zouden de ribbels anders zijn, maar je hebt allemaal dezelfde ribbels
Het blad van de eerste carrosserie verschilt van de 2e en 3e, en wat is het spoor van de achterwielen van de tractor?
Ploeg aanpassen.
Rijd je met de tractor langs de voor of over het veld? De eerste carrosserie gooit niet veel naar de vorige baan. De stortplaatsen zijn normaal gesproken gepolijst, wat betekent dat er een omslag van de formatie is. .nou ja, een kleine ploegschaar zit er niet in lijn en borst 
stortplaatsen, maar dit is niet dodelijk (zonnebanken zullen wat meer opslokken en wat minder ploegen). Verklein de werkbreedte iets, dichter bij het ploegen van de wielen (schillen) en alles wordt fiets. Snelheid is niet nodig. Uw ploeg heeft klassieke messen (geen hoge snelheid).
Maak een eg achter de ploeg en je zult gelukkig zijn.
- iets in de motor klopt.
zet de radio harder en je zult blij zijn
Economisch beleid is in de eerste plaats de kunst van het uitvoeren, niet de kunst van het plannen. (AV Chayanov)
Wij scheppen voorwaarden voor ontwikkeling: . steun voor landbouwproducenten in de zin van hen niet te hinderen. Cherkasov PN, Natalinsky Moskou regio.
de ploeg moet worden afgesteld, dat is een feit, maar daarnaast is het nodig om de manier waarop de ploeg op de trekker is gemonteerd te regelen. dan zal het bouwland mooi zijn.
Economisch beleid is in de eerste plaats de kunst van het uitvoeren, niet de kunst van het plannen. (AV Chayanov)
Wij scheppen voorwaarden voor ontwikkeling: . steun voor landbouwproducenten in de zin van hen niet te hinderen. Cherkasov PN, Natalinsky Moskou regio.
Hoe u de ploeg ook afstelt, er blijven groeven en klonten over. Zeker op harde grond. Met een eg wordt het perfect egaal.
En wat, dus precies wat kan er gezaaid worden zonder te egaliseren met een cultivator?
Rijd je met de tractor langs de voor of over het veld? De eerste carrosserie gooit niet veel naar de vorige baan. De stortplaatsen zijn normaal gesproken gepolijst, wat betekent dat er een omslag van de formatie is. .nou ja, een kleine ploegschaar zit er niet in lijn en borst
De ploeg ploegt normaal, het spoor van één doorgang is gelijk 
Maar het feit dat het eerste geval niet veel naar het vorige gooit, dan is dit een probleem, en het kan eerder op twee manieren worden genezen: 1) Trek de ploeg met kettingbanden dichter bij de rechterkant (misschien is uw ploeg ver weg van de voor)
ook veldborden kunnen hersenen composteren)
2) Verwerk gewoon het bevestigingspunt van de ploeg (driehoekskoppeling).
En het is aan jou om te beslissen.
Haast je niet om goed te doen. Goed moet langzaam worden gedaan om opgemerkt en gewaardeerd te worden.
Een paard, tractor of motoblock is een onmisbaar ding in het tuinieren. De ploeg ploegt de grond en keert de bovenste laag grond om, wat het aantal onkruid vermindert, de grond zachter en buigzamer maakt. Je kunt niet alleen een ploeg kopen, maar ook zelf maken. Om dit te doen, moet u, naast gereedschappen en materialen, een idee hebben over de structuur van de ploeg en zijn geometrie.
Het is alleen mogelijk om een ploeg correct te maken als er een idee is over het ploegproces, evenals over het doel van elk van de details van de ploeg.
Bij het ploegen snijdt de ploegwig onder een bepaalde hoek in de grond, afhankelijk van de zachtheid en het vochtgehalte van de grond. De wig scheidt de formatie, tilt deze op en comprimeert deze en verdeelt tegelijkertijd de formatie in verschillende delen. De intredehoek bepaalt in hoeveel delen de aardlaag wordt gesplitst: hoe groter de hoek, hoe groter de splitsing. Maar als de ingangshoek meer dan vijfenveertig graden is, stopt de grond met glijden langs het werkoppervlak van het akkerbouwapparaat en begint zich ervoor te verzamelen, waardoor verder werk moeilijk wordt.Een verticale ploeg, dat wil zeggen met een scherpere voorloophoek, scheidt de grond van de rand van de akkervoor en drukt deze horizontaal samen. Een ploeg met een horizontale voorloophoek werkt anders: hij buigt en keert over de grondlaag.
Een typische werkende ploeg bestaat uit:
- Ploegschaar die de grond snijdt
- dumpen,
- Mes
- veldbord,
- rekken,
- Skimmer.
Daarnaast kan de ploeg worden uitgerust met:
- Duurzamer metalen frame,
- wielen,
- Een mechanisme dat het werk van de ploeg corrigeert ten opzichte van de tractor,
- hydraulische mechanismen,
- Pneumatisch hydraulisch systeem.
De stortplaats kan verschillende soorten werkoppervlakken hebben:
- schroef,
- cilindrisch,
- cilinder.
Cilindrisch maalt de grond perfect, maar de formatie vormt zich slecht. Dit is niet altijd handig. Het cilindrische werkoppervlak wordt meestal gebruikt voor het werken met zachte grond. Het meest handig en praktisch in het werk is het cilindrische oppervlak, dat zowel goed afbrokkelt als de grond omdraait, en ook bestand is tegen zowel droge als natte grond.
Om thuis een ploeg met uw eigen handen te maken, moet u beschikken over:
- rollen,
- Bulgaars
- gassnijder,
- bevestigingsmiddelen,
- Meetapparaat,
- Hamer,
- Lasapparaat,
- Schaar voor het snijden van metaal.
Voordat u aan de slag gaat, is het raadzaam om een tekening of schema op te stellen, of een kant-en-klare versie op internet te zoeken. Hiermee kunt u de voortgang van het werk, de locatie van alle onderdelen en bevestigingsmiddelen visualiseren.
De gemakkelijkste optie om te maken. Een eenzijdig apparaat kan uit één stuk worden gemaakt, in de vorm van een enkel lichaam, of inklapbaar. De opvouwbare versie is handig omdat u de ploegschaar kunt verwijderen om te slijpen. De ploegschaar kan worden vervangen door een schijf van een ronde plaat. Het dumpen gebeurt meestal op twee manieren. De eerste hiervan vereist het gebruik van een pijpsnede van ongeveer vijf millimeter dik en vijftig centimeter in diameter.
Een werkstuk wordt uit de snede gesneden en met behulp van een haakse slijper op de gewenste maat gebracht. De tweede methode voor het vervaardigen van een mes omvat de aanwezigheid van een staalplaat van vier millimeter dik, of een cilinder met dezelfde wanddikte, maar een doorsnede van ongeveer 50 cm.Met behulp van een lasmachine of een metalen schaar wordt een vorm uitgesneden en gebogen in de vorm van een cilinder. Als er afwijkingen zijn van de vereiste afmetingen, kunt u een hamer gebruiken voor verfijning.
Elke tekening voorziet in zes samenstellende elementen:
- Metalen schijf of ploegschaar
- de stichting,
- afstandsplaat,
- zijscherm,
- Snijd pijp voor het schild,
- Veldwerk bord.
De ploegschaar wordt meestal geïnstalleerd met behulp van een metalen plaat en verschillende wiggen die onder een hoek van vijfentwintig graden zijn afgeschuind. Ze worden bevestigd door tweepuntslassen en verbinden ook het rek en het zijscherm. Het is wenselijk om het schild een centimeter hoger te maken dan de onderkant van de ploegschaar, terwijl de randen van het schild de rand van het mes vijf of zes millimeter moeten overlappen.
De ploegschaar met het mes wordt vastgelast zodat ze één geheel vormen, zonder gaten en onregelmatigheden. De hoek die ertussen wordt gevormd, mag niet groter zijn dan zeven graden. Een gelaste ploegschaar en een mes zijn aan het zijrek bevestigd en het rek zelf wordt eerst aan de basis en vervolgens aan de afstandsplaat gelast. Aan het einde worden de hoeken van de ploegschaar aan de basis gelast. Alle lassporen en naden worden schoongemaakt en het blad met een ploegschaar wordt gepolijst.
Dit type is effectiever voor het ploegen van grote stukken land. Voor de fabricage is een sterk stalen frame nodig, gemaakt van een rond of rechthoekig profiel van minimaal twee millimeter dik. De framemaat is afhankelijk van het aantal benodigde werkende onderdelen en het bedieningselement. In het werklichaam moet de ploegschaar van onderaf worden geplaatst, omdat het zijn rol is om een laag aarde naar de stortplaats te verplaatsen. De stortplaats draait de grond, snijdt en verschuift en vormt een groef.
Het rek is nodig om werkgereedschap aan het frame te bevestigen en het mes vast te houden. Er zijn verschillende verstelbare gaten in gemaakt, waarmee u de diepte van het ploegen kunt wijzigen.Meestal wordt het rek gelast van een metalen plaat, minstens een centimeter dik, en met bouten aan het frame bevestigd.
Het frame met alle werktuigen wordt met een zelfgemaakte dissel of trekhaak aan een minitrekker of achtertrekker bevestigd. De dissel moet een handgreep hebben en recht of V-vormig zijn. De tweede vormoptie is efficiënter omdat het de ploeg veel stabieler maakt. Voor meer stabiliteit en rechtheid van beweging kunnen ook veldwielen worden geïnstalleerd. Ze worden met een verstelbare beugel aan het frame bevestigd.
Om de ploeg met uw eigen handen te monteren, moet u één zeer belangrijke regel volgen: alle onderdelen van het apparaat worden eerst gepuntlast en pas als alle onderdelen op hun plaats zitten en correct zijn vastgemaakt - de laatste. Het is gemakkelijk om de kwaliteit van het vakmanschap te controleren - hiervoor moet het mes met de schaar worden verwijderd en moet de ploeg zelf op de tafel worden geplaatst. Druk de ploeg stevig aan en controleer of het tafeloppervlak samenvalt met het horizontale oppervlak van de skid. Als er geen afwijkingen zijn, is alles correct uitgevoerd.
U kunt een goede build ook herkennen aan de volgende kenmerken:
- De scherpe rand van de ploegschaar bevindt zich twee centimeter onder de slede,
- De ploegschaar met het mes steekt niet meer dan een centimeter uit boven de verticale rand van de slede,
- Er is geen opening tussen de skid en het mes.
Ze monteren een zelfgemaakt apparaat op een achterlooptractor naast het ploeggebied. Ze beginnen met de installatie van stalen wielen - ze voorkomen dat de achterlopende tractor wegglijdt in de grond. Volgende stap: zet de ploeg vast, maar wikkel niet alle bevestigingsmoeren volledig om. Met hun hulp wordt het apparaat aangepast, dat begint op een speciale standaard. De hoogte van de standaard moet gelijk zijn aan de diepte van het ploegen. Na montage en controle van de bevestiging van alle knopen, wordt de ploeg op de grond geplaatst.
De test van de kwaliteit van het werk wordt uitgevoerd bij het ploegen in drie voren.
Dit is voldoende om diepte te meten en omgekeerde naden te controleren. Als de voren in elkaar overlopen, of de afstand ertussen meer dan tien centimeter is, moeten alle componenten opnieuw worden afgesteld.
















